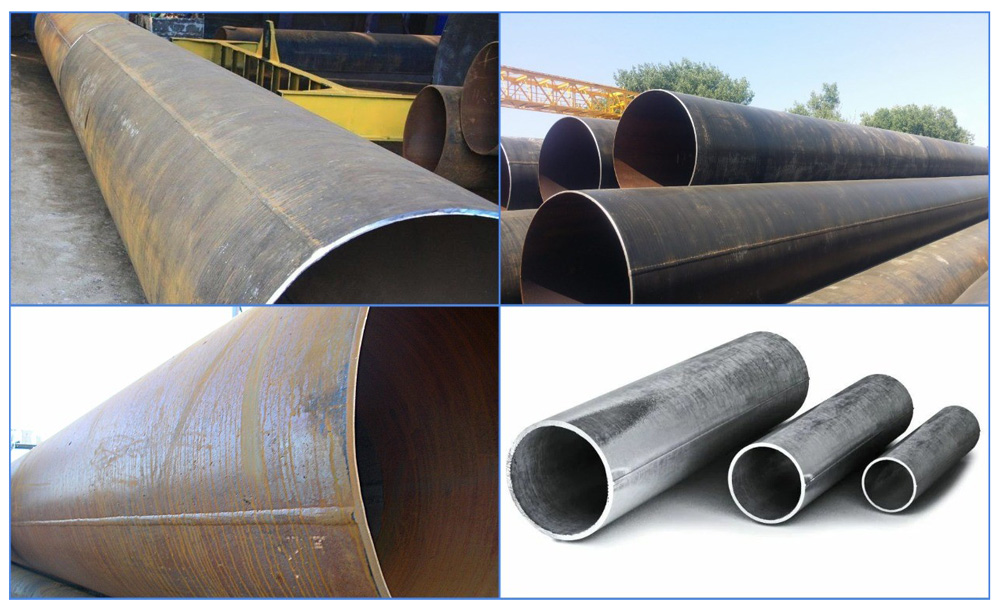
Резьбовое соединение является одним из наиболее используемых методов монтажа стальных трубопроводов диаметром до 164 мм. В домашнем хозяйстве металлические трубопроводные магистрали устраивают для подачи газа, при их монтаже применяют резьбу, которую получают, используя резьбонарезной инструмент для труб.
Для нарезания резьбы своими руками промышленность выпускает широкий ряд ручных и электрических устройств, облегчающих проведение данной процедуры. При этом следует учитывать, что для состыковки элементов трубопроводов используется специальная трубная резьба, цилиндрическая разновидность которой регламентируется ГОСТ 6357-81.

Рис. 1 Виды соединений трубопроводов
- Виды резьбовых соединений и их преимущества
- Резьбонарезной инструмент для труб — виды
- Ручные инструменты
- Инструменты для ручной обработки — метчик
- Использование плашки
- Применение клуппа
- Использование электрического резьбонарезного электроинструмента
- Нарезаем резьбу самостоятельно
- Нарезаем на наружной стороне ручным клуппом
- Использование токарных станков
- Брак и его причины
Виды резьбовых соединений и их преимущества
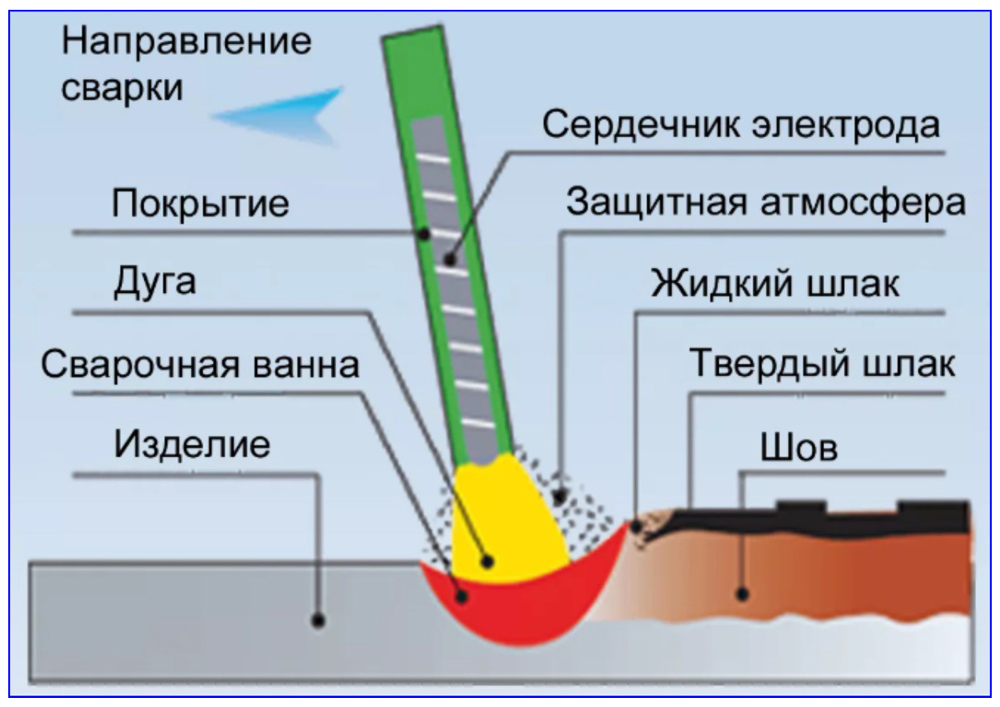
Основными разновидностями соединений элементов трубопроводов является резьба и сварка, последний способ практически всегда применяется на промышленных магистралях большого диаметра и при монтаже газопроводных линий.
В быту не слишком много людей владеет сварочными аппаратами и необходимыми навыками сварщика, для них стыковка трубных элементов возможна только с использованием резьбы, которую не сложно нарезать своими руками.
При эксплуатации различают правую и левую резьбу на цилиндрических и конических деталях, последняя используется в промышленных системах высокого давления и не находит применения в быту.

Рис. 2 Трубная цилиндрическая резьба — ГОСТ 6357-81
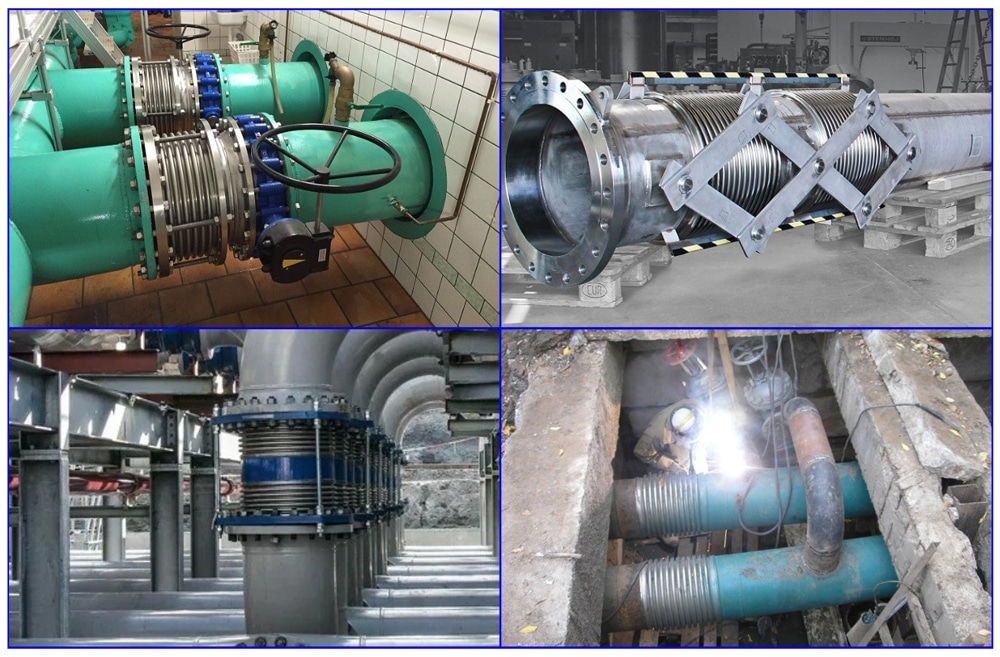
В ГОСТ 15763-2005 на резьбовые и фланцевые соединения трубопроводов, рассчитанных на рабочее давление до 63 бар, перечислено около десятка типов соединений трубопроводов и схем их сборки. Все их можно разбить на несколько групп:

Рис. 3 Схема и порядок соединения стальных труб
Резьба имеет следующие преимущества перед другими способами:

Рис. 4 Некоторые типы резьбовых соединений
Резьбонарезной инструмент для труб — виды
Различают два вида цилиндрической резьбы: нарезную и накатную, последнюю делают на трубах с тонкими стенами во избежание их прорезания. Для индивидуального применения на строительном рынке представлен широкий ряд ручных механических и электроинструментов для резьбовой резки в быту и специалистами промышленной отрасли.
Ручные инструменты
Ручной резьбонарезной инструмент для труб являются основным видом для нарезания резьбы в быту, их применение имеет следующие особенности:

Рис. 5 Плашка Зубр и метчики в наборах резьбонарезного инструмента
Читайте также: Монтаж металлопластиковых труб — виды труб, инструмент, технология
Промышленность выпускает готовые наборы из метчиков и плашек разных размеров для нарезки резьбового профиля — это существенно упрощает задачу поиска необходимых приспособлений.
Инструменты для ручной обработки — метчик
Метчик является основным устройством для прорезания внутренней резьбы, которая редко используется в трубопроводных линиях. Порядок работы с метчиком состоит из нескольких простых этапов:
- Смазывают внутренние стенки заготовки машинным маслом, помещают метчик в вороток и вставляют в отверстие, следя за тем, чтобы не было перекосов. Рабочий конец метчика имеет конусную форму, поэтому снимать внутреннюю фаску нет необходимости.
- Совершают несколько вращательных движений по часовой стрелке в направлении витков, затем вращают метчик обратно. Процедуру повторяют несколько раз, делая 3 — 4 прохода вперед и назад.
- Извлекают метчик наружу и очищают его кромки от стружки, такую же операцию проводят и с внутренними стенками заготовки. Если элементы не очищать от стружки, профильные зубцы могут быть повреждены из-за ее попадания в канал.

Рис. 6 Ручной резьбонарезной инструмент для труб в работе
Использование плашки
С помощью плашки удобно делать внешнюю нарезку на заготовках малого диаметра, перед проведением процедуры элемент с нужными параметрами вставляется в плашкодержатель, дальнейшие операции выполняются в следующем порядке:
- Напильником, наждачной бумагой или болгаркой снимают фаску с торца внешних стенок заготовки, машинным маслом смазывают резцы и обрабатываемую поверхность.
- Помещают плашку поверх детали и делают несколько оборотов, стараясь держать инструмент строго по центральной оси заготовки. Затем отворачивают ее обратно и снова вращают вперед, проходя большее расстояние.
- После 3 – 4-х проходов в разных направлениях плашку снимают и очищают поверхность детали и резцов от стружки.
Плашкодержатель не слишком удобно использовать для резки заготовок с большим диаметром, требующих значительных физических усилий — ее тонкие ручки не приспособлены к большим нагрузкам и при вращении могут быть погнуты.
При резке плашкой или метчиком рационально использовать отдельные элементы для черновой и чистовой обработки — это упрощает процесс и повышает качество профильной поверхности резьбовых витков.

Рис. 7 Клуппы трубные
Применение клуппа
Клупп является ручным резьбонарезным инструментом, современной модификацией плашки и работает по одинаковому с ней принципу. Его основные отличия от плашки:
Проведение работ клуппом при нарезании аналогично действиям с плашкой, его можно проворачивать электроинструментом, трещоткой с ручкой или разводным газовым ключом, зажимая ребра цилиндрической направляющей части.

Рис. 8 Электрический резьбонарезной инструмент для труб — клуппы
Использование электрического резьбонарезного электроинструмента
Используя резьборез для труб электрический, можно существенно ускорить проведение работ и повысить их качество, стандартные резьбонарезные головки имеют размеры 1/2, 3/4, 1 и 1.1/4 дюйма. Помимо головок, в набор входит электроинструмент и струбцина, нарезание производят в следующей последовательности:
- Закрепляют на поверхности заготовки струбцину при помощи винта, надевают головку от электрического клуппа вместе с электроинструментом на заготовку и фиксируют его ручку в боковой трубке струбцины.
- Прижимают электроприбор к торцу, включают обратный ход (против часовой стрелки) вращения головки до надежного схватывания с трубной кромкой, затем переключают направление движения устройства на прямое для нанесения профиля. При выполнении резьбонарезных операций резцы покрывают специальным маслом, облегчающим резку и предотвращающим попадание стружки под ножи.
- После прямого прохода на всю длину попеременно включают обратный и прямой ход, для того, чтобы освободить канал от стружечных вкраплений. Реверс переключают несколько раз, после чего извлекают головку резьбореза с заготовки.
При этом необходимо следить, чтобы стружка не попадала под ножи — для этого ее убирают кисточкой и периодически смазывают ножи специальным маслом, препятствующим ее налипанию.
Читайте также: Дренажная труба. Часть 1. Виды труб, материалы изготовления, конструкция
Основное преимущество электрических резьборезов — возможность работ в ограниченном пространстве.

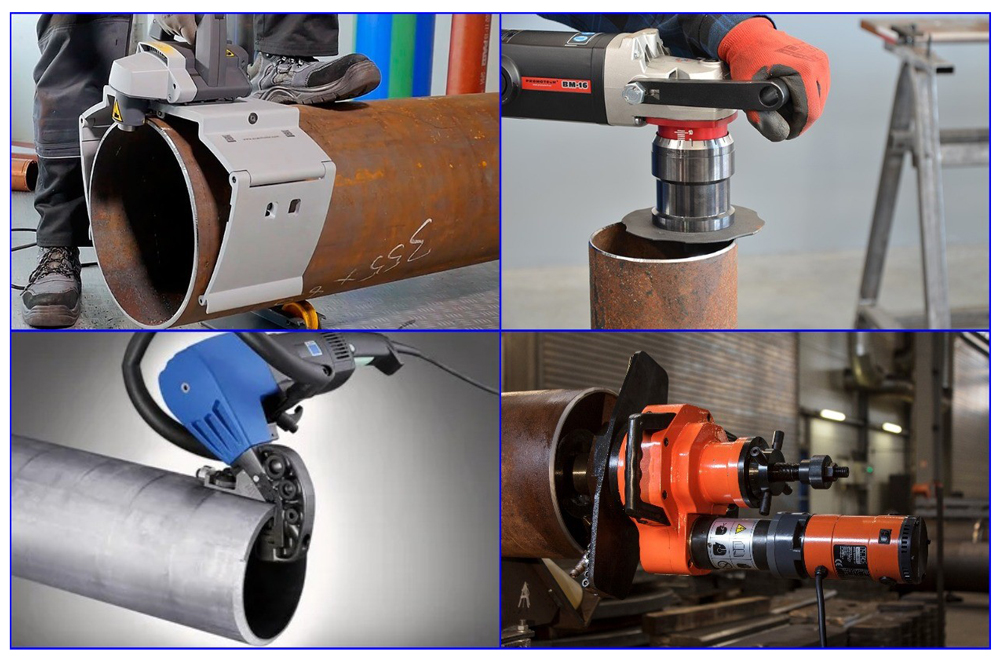
Рис. 9 Резьборез для трубопроводов электрический в работе
Нарезаем резьбу самостоятельно
В домашних условиях для нарезания наружной резьбы в малых объемах лучше брать резьборез для труб ручной с клуппными насадками, если в хозяйстве имеется токарный станок, его также можно применять для нарезки коротких участков или переходных муфт.
Нарезаем на наружной стороне ручным клуппом
Резьбонарезные работы ручным механическим клуппом проводят в следующей последовательности:
- Снимают наружную фаску на заготовке абразивным инструментом, смазывает обрабатываемую поверхность и клуппные ножи машинным маслом, закрепляют деталь в тисках.
- Устанавливают клуппную насадку на трубный торец и с силой надавливают на головку, чтобы зацепить поверхность резцами. Делают обороты вперед и назад, повторяя операцию несколько раз.
- Чтобы не испортить резьбовой профиль, периодически снимают головку и очищают от стружки резцы и поверхность заготовки. Для изменения направления движения поворачивают переключатель на трещотке.

Рис. 10 Этапы нарезки трубной резьбы вручную
Использование токарных станков
Применение токарно — винтовых станков со специализированными резцами позволяет проводить внутреннюю и наружную нарезку со сложной формой профиля. Нарезку на токарном станке проводят в следующей последовательности:
- Устанавливают на суппорт резец и проводят настройку оборудования: задают программу скорости вращения шпинделя и перемещения суппорта, а также глубину подачи резца в поперечном направлении.
- Вначале наносят фаску, затем начинают нарезку, совершая несколько проходов и используя смазывающую охлаждающую жидкость.
- Последний чистовой проход совершают с минимальным шагом 0,1 миллиметра.
Брак и его причины
Основная причина брака при нарезании резьб механическим способом — попадание стружки в канал, при работе с электрическими резьборезами или на токарных станках могут произойти задиры, ухудшающие качество профиля. К частым факторам возникновения брака можно отнести:
- a) Использование некачественных комплектующих. Если резцы изношены, качество витков будет низким, а их форма не обеспечит надежность и герметичность стыка. Также приобретение недорогого китайского товара чревато наличием резцов из некачественного мягкого металла, быстро приходящих в негодность.

Рис. 11 Токарно-винтовой станок и его применение
- b) Несоответствие диаметру трубы. Если заготовка имеет слишком малый или большой нестандартный диаметр, это может затруднить или сделать невозможным нарезку при больших размерах. При малых диаметрах получают неполный профиль, непригодный для использования.
- c) Неправильно подобранная смазка или ее отсутствие. При механическом способе обязательно используется смазка для нарезания резьбы, если работу проводят электрическим резьборезом, следует применять специально предназначенное для этих целей масло — нанесение других видов приведет к налипанию стружки и ухудшению качества нитей.
- d) Нарушение технологии. При ручной резке следует совершать вращательные движения метчика или плашки в ту и другую сторону и регулярно очищать инструмент и обрабатываемую поверхность от стружки. Если это не делать, стружка попадет под резец и винтовой профиль может быть испорчен. Иногда при ручном или машинном способе нанесения прилагают слишком большие физические усилия — это может привести к срыву резьбы. При нарезке электрическим инструментом помимо использования специального масла требуется правильно выбрать скорость вращения головки клуппа — ее неправильный подбор приводит к появлению задиров и ухудшению качества витков.
- e) Отсутствие опыта. Для получения качественного результата необходима некоторая практика, если нарезка происходит на ответственных узлах, где брак недопустим, перед проведением работ полезно поэкспериментировать на коротких отрезках труб.

Рис. 12 Дефекты при нарезке
В настоящее время для нарезания резьбы в бытовых условиях широко используют клуппы — современные модификации морально устаревших плашек. Они более приспособлены для резьбовой нарезки благодаря наличию трещотки с удобной ручкой и корпуса с гранями для закручивания разводным сантехническим ключом. При наличии соответствующего электроинструмента клуппые головки применяют для автоматической нарезки — это облегчает и ускоряет проведение работ.