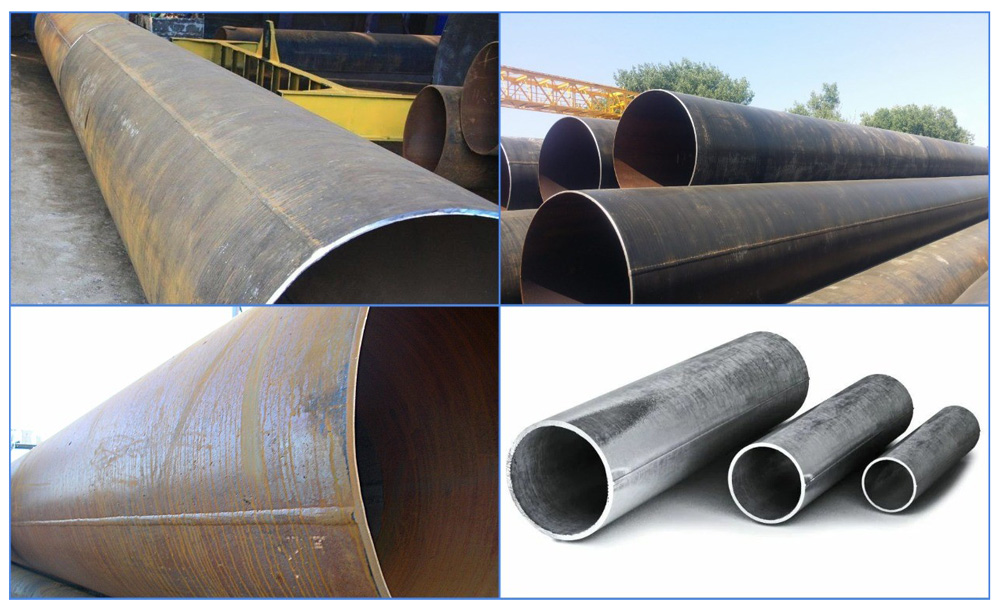
Монтаж магистральных газопроводов из стальных труб осуществляется в определенной последовательности, включающей в себя, разгрузку труб, их укладку, сварку, испытание, изоляцию. До начала работ по разгрузке секций труб и монтажу магистральных газопроводов из стальных труб необходимо отрыть траншею для укладки трубопровода, при необходимости необходимо спланировать полосу вдоль трассы для раскладки секций труб, а также дорогу для подъезда автомобилей трубовозов (плетевозов).
Для перевозки стальных труб для газопроводов используют автомобили длиномеры со специальными стойками-ограничителями (кониками), оборудованные специальными ложементами с выемкой под трубу, а между трубами размещают мягкие прокладки из рубероида, отходов бризола и т.д.
При разгрузке труб необходимо уделить особое внимание исправности монтажных приспособлений, правильности строповки труб и их перемещение на стреле крана-трубоукладчика.
Разгрузка газовых труб
Работу по выгрузке секций газовых труб на трассе выполняют в следующем порядке:
- развозят и раскладывают вдоль траншеи инвентарные подкладки;
- заранее обозначают колышками место остановки трубовоза с трубами;
- подгоняют кран-трубоукладчик к середине секции;
- наводят траверсу с клещевыми захватами или длинные стропы на трубу;
- подцепляют трубу и приподнимают ее над ложементами трубовоза на высоту 0,5 м;
- дают сигнал плетевозу, и он переезжает к следующему месту разгрузки, кран-трубоукладчик перемещает секцию к месту раскладки;
- укладывают секцию на деревянные подкладки под углом к оси траншеи, кран-трубоукладчик переезжает к следующей секции.
 Монтаж магистральных газопроводов
Монтаж магистральных газопроводов
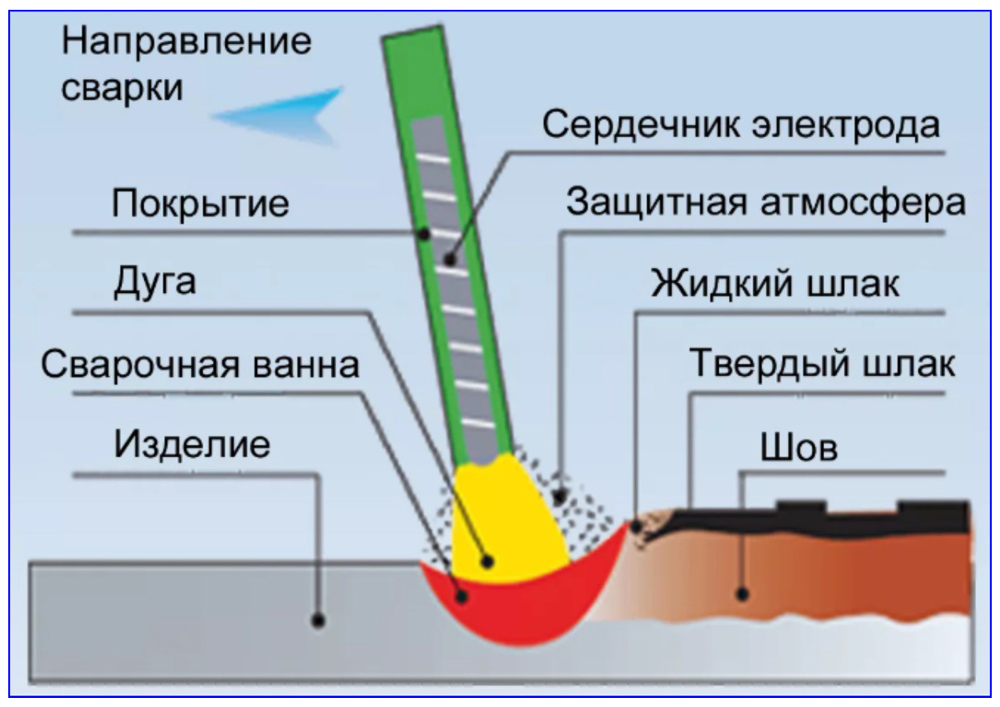
Сварка магистральных газопроводов
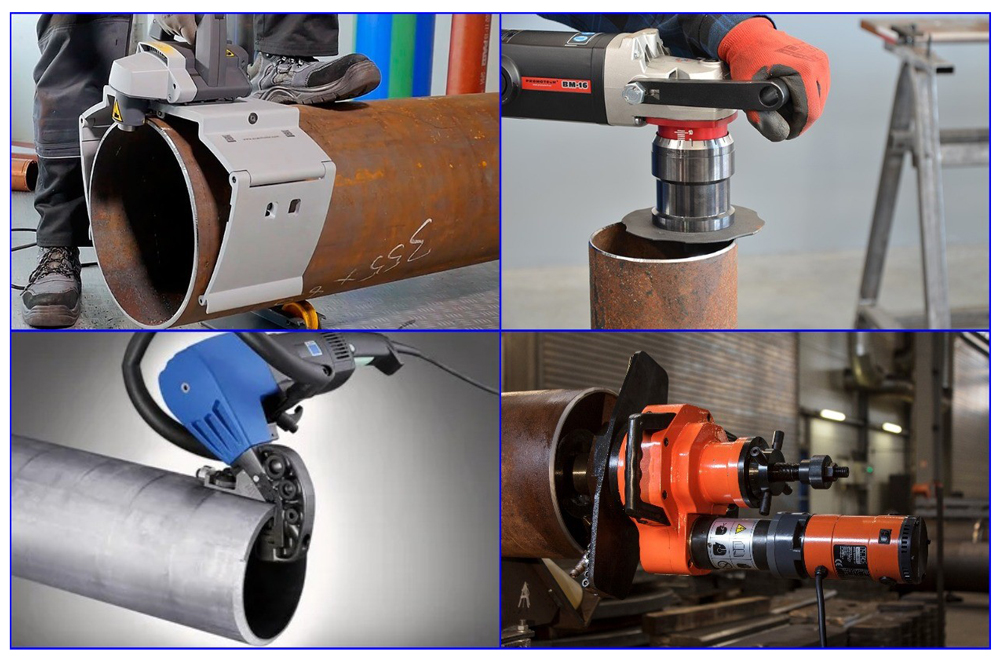
До начала сварки стыков стальных труб необходимо:
Внутреннюю и наружную поверхности труб, прилегающих к кромкам, следует очистить до металлического блеска на ширину не менее 10 мм.
Сварку секции магистральных газопроводов выполняют одновременно два электросварщика на двух стыках. Сначала первый электросварщик производит электроприхватку не менее чем в шести местах по периметру трубы (длина шва 70—80 мм, высота 4 мм).
Читайте также: Промывка системы отопления в частном доме — способы, реагенты и инструмент
Затем он снимает с помощью трубоукладчика звенный центратор и приступает к сварке корневого слоя шва, которую производит постоянным током обратной полярности электродами марки УОНИ 13/45 диаметром 2—3 мм при токе 110—140 А, Угол наклона электрода в сторону движения составляет 14—15° к вертикали.
Сваренный корневой слой очищают от шлака ручной шлифовальной машиной, в которой абразивный круг заменен металлической щеткой. Для сварки среднего промежуточного слоя сварщик применяет электрод УОНИ 13/45 диаметром 4 мм.
Отрегулировав сварочный ток регулятором ДРТ-300М, первый сварщик варит шов до тех пор, пока ему не подаст сигнал второй сварщик, полностью заваривший к этому моменту предыдущий стык. По этому сигналу первый сварщик переходит на следующий стык и приступает к его прихватке.
Одновременно второй сварщик занимает место первого и Сваривает стык до конца, после чего сварочную установку перемещают в направлении следующего стыка на 24 м.

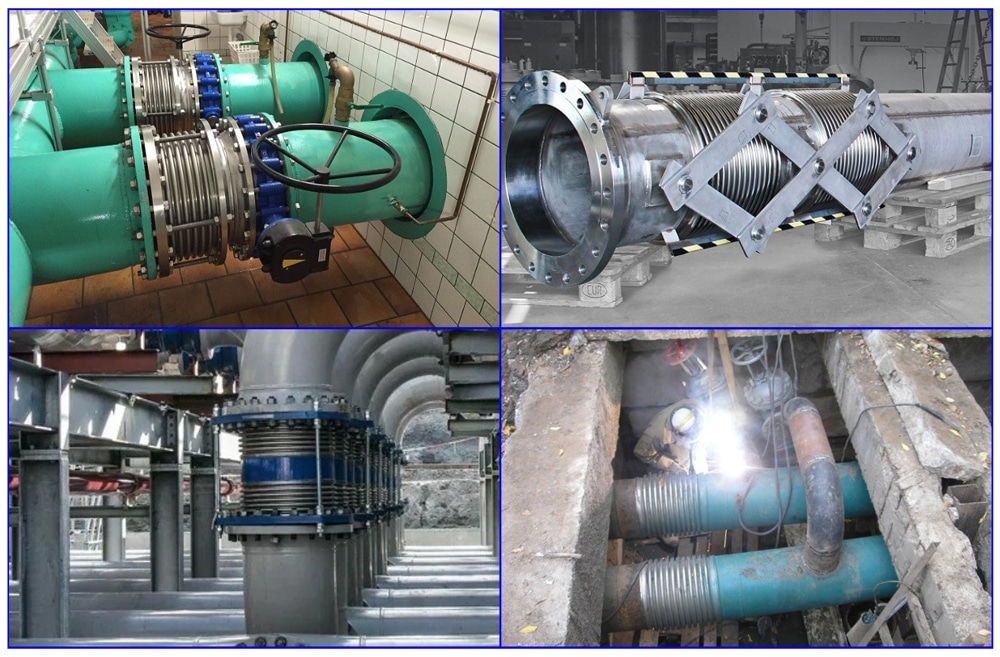
Монтаж магистральных газопроводов
Изолированные секции стальных труб длиной 24 м, разложенные на берме траншеи, краном-трубоукладчиком опускают в траншею, где их на лежках собирают в плеть методом наращивания. Укладку трубопровода ведут поточным методом с шагом 192 м в такой технологической последовательности:
- планируют дно траншеи и рытье приямков;
- осуществляют строповку секций и опускают их в траншею;
- проводят центровку секций, их прихватку и укладку на инвентарные лежки;
- сваривают стыки трубопроводов и изолируют их;
- освобождают инвентарные лежки;
- укладывают трубопровод на основание траншеи;
- подбивают уложенный трубопровод грунтом.
Работы по сварке труб в траншее
Работы по сборке секции стальных газовых труб в траншее производят на инвентарных лежках в следующем порядке:
- секцию стропят с помощью траверсы с клещевыми захватами и перемещают к месту укладки;
- зачищают конец уложенной ранее на инвентарные лежки трубы шлифовальной машиной, в которой абразивный круг заменен металлической щеткой;
- надевают на трубу не затягивая звенный центратор (предназначен для центровки торцов труб диаметром от 108 до 1420 мм перед сваркой стыков и представляет собой шарнирный многогранник из звеньев и нажимных роликов, стягиваемых винтовым механизмом);
- опускают секцию в траншею, заводят в звенный центратор, по щупу устанавливают зазор, затягивают звенный центратор и начинают электроприхватку;
- планируют одновременно дно траншеи и отрывают приямок для укладки следующей секции;
- зафиксировав стык электроприхватками, секцию укладывают на инвентарную лежку, снимают центратор и освобождают траверсу;
- освобождают в конце смены инвентарные лежки по всей длине захватки, а сваренную плеть опускают на дно траншеи.
Читайте также: Что такое стыковая сварка полиэтиленовых труб
Изоляция стыков трубопровода
Антикоррозионную изоляцию стыков стального трубопровода в траншее можно выполнять только после гидравлического испытания трубопровода и исправления дефектов.
До начала изоляции стыков необходимо доставить к месту работ грунтовку и битумную мастику, а также приготовить инвентарь и инструменты.
Рабочие-изолировщики должны пройти инструктаж по технике безопасности и правилам эксплуатации битумоплавильного котла ИСТ-ЗБ, иметь соответствующую спецодежду и допуск к работе.
Работы по изоляции стыков стальных трубопроводов в траншее выполняются в следующем порядке:
- устанавливают у места изоляции грунтовку, приготовленную из расплавленного битума любой марки путем его растворения в ацетоне или бензине Б-70 в соотношении 1:3 по объему или 1:2 по массе и доставленную в закрытых емкостях на трассу, а также битумоплавильный котел с готовой битумной мастикой;
- очищают поверхность трубы от грязи, окалины и ржавчины на ширине 0,25 м по обе стороны стыка;
- срезают кромки заводской изоляции под углом 30°;
- наносят слой грунтовки малярной кистью сразу после очистки поверхности трубы;
- готовят рулонный изоляционный материал;
- наносят битумную мастику в горячем виде (температура 150—160 °С) после высыхания грунтовки «до отлипа»;
- обертывают стык по слою мастики стеклохолстом так, чтобы он погружался в мастику, наносят второй слой битумной мастики и обертывают стык бризолом;
- производят обертку стыков рулонными материалами с нахлесткой витков и соответственно с заходом на заводскую изоляцию на 2—3 см.