Технология сварки полипропиленовых труб заключается в нагреве деталей до вязкотекучего состояния, и последующего их соединения под некоторым давлением. После охлаждения соединенных частей, образуется крепкое неразъемное соединение высокого качества.
При производстве сварочного процесса, когда свариваемые детали входят друг в друга, такой способ называется раструбным. Процесс раструбной сварки включает одновременный нагрев соединяемых деталей, технологическую выдержку определенного времни, снятие деталей с насадок, их сопряжение и последующее естественное охлаждение свариваемых деталей. Для каждого наружного диаметра подобраны соответствующие пары насадок.
Сварка полипропиленовых труб и фитингов производится при помощи электронагревательного инструмента, в народе именуемом паяльником. У сварочного аппарата имеется нагревательный элемент, обеспечивающий нагрев свариваемых частей, термостат, поддерживающий заданную температуру нагрева, подставка для удобной установки аппарата.
Сварочный аппарат, как правило, является универсальным и подходит для разных видов не армированных и армированных труб и фитингов. Для сварки определенного размера меняется только сварочная насадка, устанавливающаяся на аппарат, и производящая нагрев трубы и фитинга до температуры плавления.
Как правило, сварочные аппараты для полипропиленовых труб продаются в виде комплекта, куда входит сам сварочный аппарат и все необходимое для самостоятельной сварки труб. В таком наборе есть ножницы для резки труб, нагревательные насадки, сварочный аппарат с подставкой. Имея в наличии такой набор для сварки труб, остается только подготовить его к работе и можно приступать к сварке.
 Комплект сварочного аппарата для полипропиленовых труб
Комплект сварочного аппарата для полипропиленовых труб
Подготовка сварочного аппарата
- Установить сварочный аппарат на ровной поверхности.
- Закрепить на сварочном аппарате сменные нагреватели нужного размера с помощью специальных ключей. Насадки должны плотно прилегать к нагревательному элементу (необходимо следить за тем, чтобы поверхность насадок не выступала за край нагревательного элемента).
- Проверить установленную температуру на аппарате (температура сварки PPR составляет 260 — 270°С).
- Включить сварочный аппарат в сеть (напряжение 220В) и проверить горит ли сигнальная лампочка.
- В зависимости от температуры окружающей среды нагрев нагревательного элемента длится 10-15 минут. Рабочая температура на поверхности достигается автоматически. Процесс нагрева закончен, когда гаснет или загорается (в зависимости от типа сварочного аппарата) лампочка контроля температуры.
Читайте также: Отвод канализационный — виды, размеры, углы поворота, выбор и монтаж
Первую сварку рекомендуется производить через 5 минут после нагрева сварочного аппарата.
Сварочные инструменты должны содержаться в чистоте. После окончания сварки, при необходимости, наргевательные насадки и нагреватель аппарата очистить растворителем с помощью грубой салфетки.
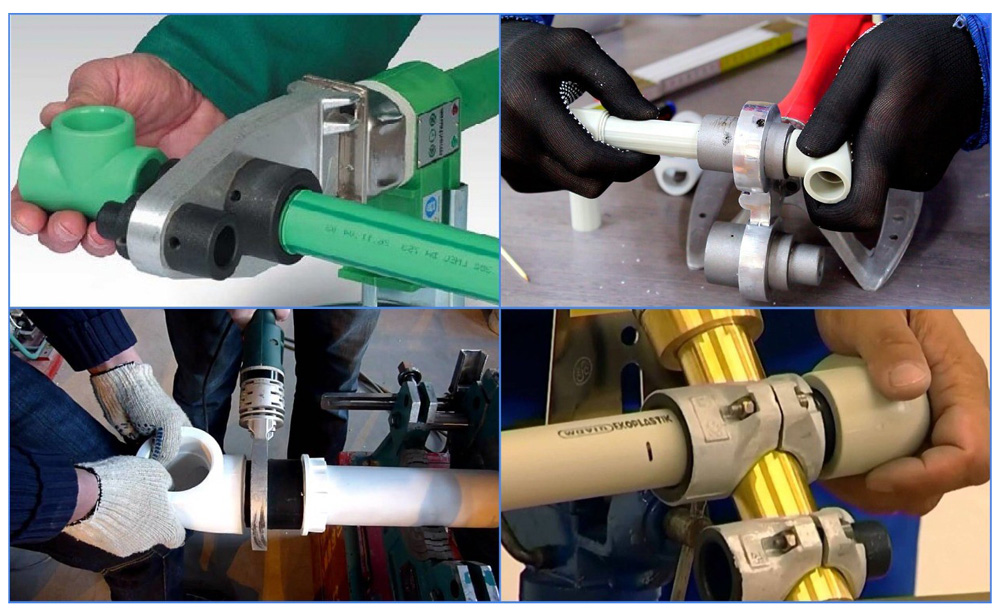
Сварка полипропиленовых труб
1. На сварочный аппарат устанавливаются насадки соответствующего диаметра, при этом рабочие поверхности насадок должны быть обезжирены ацетоном или водным раствором спирта. В случаях налипания на насадки остатков полимеров от предыдущей сварки, необходимо провести очистку рабочих поверхностей
 Технология сварки полипропиленовых труб — установка сварочных насадок на паяльник
Технология сварки полипропиленовых труб — установка сварочных насадок на паяльник
2. Сварочный аппарат подключается к сети и ожидается его готовность к работе. Соответствующая технологии температура сварки для PPR составляет 260 — 270 °С.
3. Труба обрезается под прямым углом к оси трубы при помощи специального резака.
 Технология сварки полипропиленовых труб — резка трубы
Технология сварки полипропиленовых труб — резка трубы
4. Конец трубы и раструб фитинга перед сваркой при необходимости очищаются от влаги, пыли и грязи и обезжириваются.
5. На трубу наносится метка на расстоянии, равном глубине раструба плюс 2 мм.
6. Концы деталей, осевым перемещением, не вращая, плавно вводятся в насадки.
 Технология сварки полипропиленовых труб — Нагрев свариваемых частей
Технология сварки полипропиленовых труб — Нагрев свариваемых частей
7. Выдерживается регламентированное время прогрева до вязкотекучего состояния (согласно таблице)
8. Детали снимаются с насадок, и в течении 1 — 2 секунд сопрягаются друг с другом. При этой операции не допускаются вращательные движения деталей относительно друг друга, возможна лишь небольшая корректировка окончательного расположения деталей в конечной стадии сварки.
9. Охлаждение сварного соединения и деталей производится естественным путём.
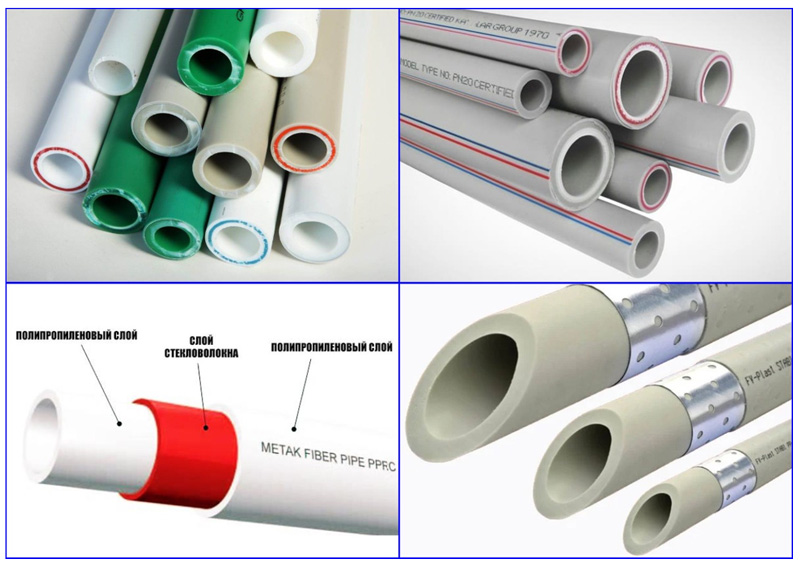
Для армированных полипропиленовых труб перед сваркой конец трубы зачищается зачистным инструментом, при этом происходит снятие тонкого полимерного слоя вместе с фольгой. В результате этого получившийся наружный диаметр трубы должен соответствовать в пределах допусков стандартному наружному диаметру данного типоразмера.
Читайте также: Труба газовая для наружной прокладки – нормативные акты (ГОСТы)
Важно!
Параметры сварки полипропиленовых труб (температура наружного воздуха 20ºС)
| Наружный диаметр трубы, мм | Длина сварного участка, мм | Время | ||
| нагрева деталей, сек | сопряжения деталей, сек | охлаждения деталей, мин | ||
| 16 | 13 | 5-8 | 4 | 2 |
| 20 | 14 | 6-8 | 4 | 2 |
| 25 | 15 | 7-11 | 4 | 2 |
| 32 | 16,5 | 8-12 | 6 | 4 |
| 40 | 18 | 12-18 | 6 | 4 |
| 50 | 20 | 18-27 | 6 | 4 |
| 63 | 24 | 24-36 | 8 | 6 |
| 90 | 29 | 40-60 | 8 | 8 |
| 110 | 35 | 60-80 | 10 | 10 |
| 125 | 40 | 80-100 | 14 | 14 |
Технология сварки полипропиленовых труб сопровождается обязательным выдавливанием в месте сварного шва расплава материала называемого гратом. При раструбной сварке грат выходит на наружную поверхность трубы и внутреннюю поверхность соединительной детали.
Необходимо отметить, что марки полипропилена различных производителей различаются между собой по композиционному составу, поэтому в случае сварки труб и деталей разных производителей для получения гарантированного соединения перед началом основных работ необходимо провести пробную сварку.
Особенность сварки в зимних условиях
Технология сварки полипропиленовых труб в зимнее время отличается от сварки в теплое время года. Сварку полипропиленовых труб и деталей следует проводить при температуре окружающей среды не ниже +5ºС. В случае необходимости проведения сварочных работ при отрицательных температурах, создают тепловую зону в месте проведения сварочных работ, а также защищают место сварки от атмосферных осадков и пыли.
Во избежании образования микротрещин и сколов, трубы и фитинги, доставленные на объект в зимнее время, перед их применением, должны быть предварительно выдержаны при положительной температуре не менее 2-х часов.