Монтаж внутренних водопроводных магистралей горячей и холодной воды из полипропиленовых труб актуален для большого числа частных загородных домов и коммунальных квартир, при проведении работ участки трубопровода соединяют между собой методом пайки. Специалист, осуществляющий монтаж труб из полипропилена, обязан знать время нагревания соединяемых деталей, обычно в инструкции на сварочный аппарат приведены таблица пайки полипропиленовых труб и температура нагрева, при которой должен происходить данный процесс.
Помимо информации о временных и температурных параметрах спайки, для правильного проведения работ необходим качественный инструмент, изучение технологии монтажа с учетом особенностей различных марок полипропиленовых труб. Монтажнику понадобятся также знания не только о временных интервалах нагревания соединяемых деталей, но и о времени остывания спаянного узла, размерных параметрах фасок, оптимальной глубине вставки соединяемых элементов.

Рис. 1 ПП-трубы и фитинги для полипропиленовых труб
- Что такое полипропиленовые трубы, их разновидности
- Технологический процесс сварки ПП
- Инструмент для пайки полипропилена
- Таблица пайки полипропиленовых труб и температура их нагрева
- Пайка труб из полипропилена — поэтапная инструкция
- 1. Подготовка инструмента и комплектующих
- 2. Разметка и нарезка
- 3. Пайка
- Нюансы при пайке труб полипропилена
Что такое полипропиленовые трубы, их разновидности
Полипропилен (сокращенное обозначение ПП или ППР) — термопластичный, то есть изменяющий свои размерные параметры при разных температурах, полимер пропилена, получаемый его полимеризацией в присутствии металлосодержащих катализаторов, технология его изготовления близка к процессу производства полиэтилена низкого давления (ПНД). От химического состава используемого катализатора зависят физико-химические параметры полученного полипропиленового материала.
[quote]Чистый полипропилен имеет вид белого порошка или гранул, может выпускаться химически стабилизированным, в окрашенном виде.[/quote]
Трубы из полипропилена используют для прокладки холодного и горячего водоснабжения, тепловых сетей, обвязки котельного оборудования, установки стояков, прокладке канализации для отвода высокотемпературных стоков и агрессивных химических веществ промышленных предприятий.
Основные параметры полипропилена, влияющие на сферу его применения, имеют следующий вид:
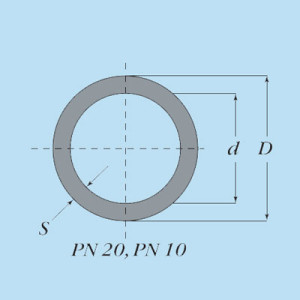
 Рис. 2 Размерные параметры ПП-труб
Рис. 2 Размерные параметры ПП-труб
По внутреннему устройству ПП трубы делят на:
В настоящее время одним из популярных типов полипропиленовых труб — являются двухслойные изделия, имеющие внутренний слой из алюминия.
Производители поставляют на рынок следующие разновидности ПП-труб:
PPH (РРН, РР-1) — гомополимер, являющийся чистым полимером с минимальным количеством модифицирующих его прочностные характеристики добавок, используется при изготовлении безнапорных трубопроводов большого диаметра для систем вентиляции, водоподачи и водоотвода.
PPR (ППР, PPRC, РР-3, PP-random) — статический сополимер, наиболее часто используемый при прокладке инженерных коммуникаций водоснабжения, отопления в индивидуальном домостроении, коммунальных квартирах, отличается высокой термостойкостью и сопротивляемостью ударным нагрузкам.
РРВ (РР-тип 2, РР-2) — блоксомер, обладающий повышенными физическими параметрами, используется в высоконапорных коммуникациях отопительных систем и подачи воды.
PPs (полифенилсульфид) — высокопрочный износостойкий полимер, обладающий повышенной устойчивостью к физическим нагрузкам, высоким температурам. Используется для прокладки промышленных и коммунальных коммуникаций холодного и горячего водоснабжения, отопления, диаметр труб может доходить до 1200 мм.

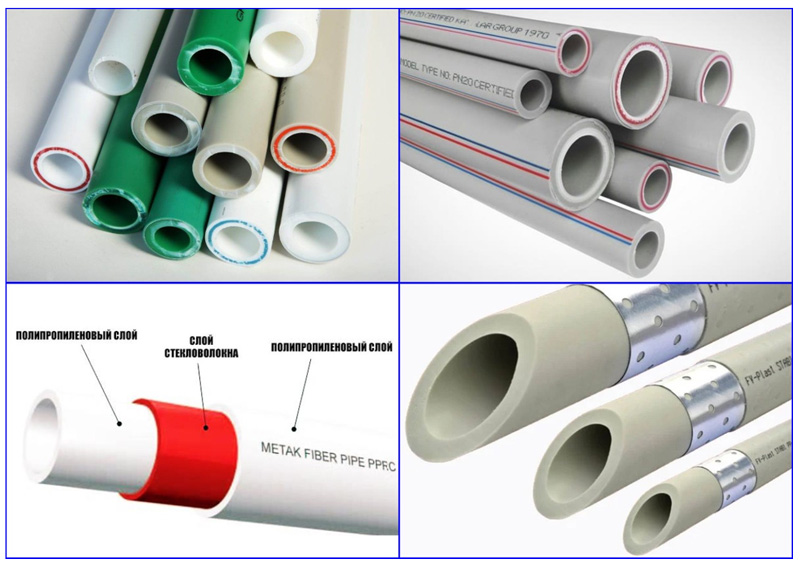
Рис. 3 Устройство армированных алюминием многослойных ПП труб
Напорные и температурные характеристики полипропиленовых труб имеют обратную зависимость — чем выше температура рабочего тела, тем ниже порог максимально удерживаемого давления, данная связь влияет на область применения ПП труб.
В маркировке полипропиленовых труб указаны их напорные характеристики, по этому параметру их разбивают на следующие группы:
PN-10 — номинальный показатель давления в 10 бар (10 атмосфер, 1 мПа), трубы используют для организации холодного водоснабжения, редко для монтажа теплых полов с температурой нагрева теплоносителя не более 45 °С.
PN-16 — трубы, рассчитанные на рабочее давление в 16 бар, используются для монтажа холодного и горячего водоснабжения с максимальной температурой рабочего тела + 60 °С.
PN-20 — эксплуатируются при рабочем давлении в 20 бар с температурой носителя 80 — 90 °С в системах с защитой от гидроударов.
PN-25 — изделия с рабочим давлением 25 бар используются в напорных теплосетях для транспортировки горячей воды и пара с температурой до 120 °С.

Рис. 4 Разновидности ПП труб
Технологический процесс сварки ПП
Сварка труб из полипропилена основана на способности данного типа пластика размягчаться при нагреве до определенной температуры, приобретая состояние, сходное с мягким пластилином. При плотном контакте двух расплавленных деталей происходит процесс взаимного проникновения (диффузии) материалов, в результате чего получается прочное соединение, по стойкости не уступающее целостной конструкции.
Существует два основных способа соединения полипропиленовых труб: стыковое и муфтовое. При первом варианте разогревают торцы деталей одновременно специальным дисковым паяльником, после чего соединяют их вместе, данная технология широко применяется при стыковке труб большого диаметра в промышленном строительстве.
При использовании в строительной отрасли для прокладки водопроводных и отопительных сетей полипропиленовых труб небольших диаметров (до 63 мм) стыковой метод абсолютно непригоден по следующим причинам:
Читайте также: Коллекторная система отопления частного дома: основные узлы, монтаж, материалы
Технология пайки с использованием муфт заключается в применении для стыковки труб переходной детали (отрезка обычной однослойной ПП трубы) с внутренним диаметром, соответствующим наружному соединяемых трубных отрезков. Для проведения работ специальным паяльником одновременно разогревают наружную поверхность трубы и внутреннюю переходной муфты, после чего детали быстро соединяют вручную. Аналогичную процедуру с нагреванием муфты и внешней трубной оболочки проводят со вторым стыкуемым отрезком. Понятно, что после вставки в муфту торцы обоих трубных отрезков почти соединяются встык без выпуклого шва, а если использовать переходник с разными диаметрами, то можно состыковывать трубопроводы любых размеров.

Рис. 5 Пайка пластиковых труб — технологический процесс
Инструмент для пайки полипропилена
Общепринятое техническое название данного типа инструмента — сварочный аппарат для пайки полипропиленовых труб, монтажники часто называют прибор утюгом для сварки.
Конструктивно аппарат состоит из следующих узлов и комплектующих:
Нагревательного элемента (ТЭНа), выполненного в виде плоской пластины с посадочными отверстиями, или стержня, в стандартном приборе имеются два ТЭНа, второй подключают при пайке труб больших размеров.
Корпуса с ручкой, на котором размещены две кнопки включения нагревательных элементов, два индикатора срабатывания (достижения ТЭНами заданной температуры) и регулятор со шкалой (иногда она дублируется диаметрами труб) для установки температурного режима, обычно температура паяльника не превышает 300 С. Решая, при какой температуре паять пластиковые трубы, опытные специалисты благодаря терморегулятору могут варьировать нагрев труб в широких пределах. К примеру, если стыковка происходит с некоторой задержкой, детали нагревают выше стандарта в 260 °С при соблюдении указанных в инструкции временных интервалов, а затем спаивают.
Комплекта насадок, применяемых при пайке полипропиленовых труб, их стандартные размеры 20, 25, 32, 40, 50, 63 мм, число в комплектации может варьироваться от 3 до 6 типоразмеров.

Рис. 6 Аппараты для сварки полипропиленовых труб
Различают две конструкции сварочных аппаратов:

Рис. 7 Маркировка ПП труб
Таблица пайки полипропиленовых труб и температура их нагрева
Одна из основных задач монтажника при проведении стыковочных работ — точно выдержать время сварки полипропиленовых труб. Отклонение от временных интервалов в ту или иную сторону, как правило, приведет к двум основным неприятностям:
Любому монтажнику при проведении работ полезна таблица температур для пайки полипропиленовых труб, указывающая время нагрева оболочек паяльным прибором. Необходимость таблицы связана с тем, что трубы больших диаметров имеют более высокие площадь нагреваемой поверхности, массу и объем, соответственно для их прогрева в сравнении с небольшими изделиями при одинаковой температуре требуется больше времени.
При составлении таблицы основным критерием служила определенная экспериментальным путем оптимальная температура сварки полипропиленовых труб, равная 260 °С.
 Рис. 8 Таблица пайки полипропиленовых труб
Рис. 8 Таблица пайки полипропиленовых труб
Также в инструкции на любой сварочный аппарат присутствует таблица, в которой отражено время пайки полипропиленовых труб в состыкованном положении. Аналогично времени нагревания трубных оболочек, время удержания соединенных деталей вместе также возрастает с увеличением их диаметров.
При проведении работ по пайке полезно знать, при какой температуре паять пластиковые трубы, ведь состояние окружающей среды существенно влияет на скорость остывания соединяемых деталей, и если воздух слишком холоден, табличные данные будут указывать некорректные значения. При проведении монтажных работ допустимой нижней температурной границей является показатель -10 °С, а оптимальной считается температура окружающей среды в помещении или на улице от 0 до +25 °С.
Последний показатель, который полезно знать монтажнику во время пайки пластиковых труб — глубина нагрева полипропиленовых деталей. В принципе она задана гильзой и дорном, имеющими соответствующую длину, поэтому при полном погружении стыкуемых трубных отрезков в насадки правильные размерные параметры будут соблюдены автоматически.
Пайка труб из полипропилена — поэтапная инструкция
Одно из основных преимуществ соединения полипропиленовых труб пайкой — скорость проведения монтажных работ, процесс стыковки и готовности к дальнейшему монтажу труб наиболее распространенного диаметра в 25 мм занимает не более 15 секунд. Чтобы сделать работы без лишних временных затрат, ответственно проводят все подготовительные операции и далее монтируют трубопровод, строго придерживаясь технологического процесса проведения операций.

Рис. 9 Инструмент, с помощью которого сваривают ПП-трубы
1. Подготовка инструмента и комплектующих
Прежде чем паять полипропиленовые трубы, готовят комплектующие: трубные отрезки, тройники, угловые отводы, соединительные муфты, переходники с пластика на металл, вентильные запорные краны.
Для проведения работ понадобится паяльный утюг и комплект насадок, а также вспомогательный инструмент, некоторая часть которого входит в комплектацию прибора:
Читайте также: Виды и сортамент труб водопроводных стальных

Рис. 10 Основные этапы сварки ПП
2. Разметка и нарезка
Для удобства работы освобождают пространство посередине помещения и устанавливают стол на удобной высоте, все элементы раскладывают по периметру комнаты согласно схеме, после чего начинают их последовательную обрезку с пайкой. Если трубопровод проходит по периметру помещения, укладку начинают с торцевой стены — так удобнее проводить монтаж. Работы ведут в следующей последовательности:
Ни в коем случае не используйте различные фаскосниматели и зачистные инструменты при пайке неармированных труб, как пишут на многих сайтах, типа, для того, чтобы труба легче входила в нагревательную насадку паяльника. Если снять слой трубы, то при нагреве и соединении свариваемых частей, не будет достаточного количества расплавленного пластика для формирования правильного шва.

Рис. 11 Пайка ПП труб – основные этапы
3. Пайка
Для спайки полипропилена в основном используют паяльники с плоским утюгом, работы проводят в следующем порядке:

Рис. 12 Шейвера для снятия наружного армирования ПП труб и пример их использования
Нюансы при пайке труб полипропилена
Пайка пропиленовых труб требует определенных навыков и опыта, при проведении работ неопытным монтажникам следует учитывать некоторые нюансы:
- Армированные внутренней алюминиевой оболочкой полипропиленовые трубы требуют чуть большего времени нагрева, которое можно определить экспериментальным путем, проводя опыты по стыковке коротких обрезков.
- ПП трубы, армированные алюминием, расположенным под тонкой наружной оболочкой полипропилена требуют подготовки к пайке, необходимо снять этот алюминиевый слой на глубину соединения с фитингом, чтобы фольга не мешала при пайке. Для этого используют специальное приспособление для зачистки — шейвер, выпускаемый в нескольких вариантах: ручной и под дрель. Если приходится заниматься монтажом армированных алюминием ПП труб в больших объемах, лучше приобрести насадку для дрели (шуруповерта) — снятие алюминиевого слоя при ее использовании происходит быстрее и с более высоким качеством, чем у перфораторной модели.
- Если алюминиевая армировка расположена посередине между внутренней и наружной трубными стенками, обычно опытные сварщики трубу не зачищают. Но, если опыта не достаточно, то рекомендуется использовать зачистки для внутренней армировки — торцеватели. Их конструкция отличается от шейверов, упомянутых выше, наличием ножа, вырезающего фольгу изнутри с торцевой части трубы.

Рис. 13 Последовательность пайки армированных сверху фольгой ПП-труб
При проведении работ монтажники с малым опытом часто совершают следующие ошибки:

Рис. 14 Как не нужно сваривать полипропиленовые трубы
При проведении работ по монтажу полипропиленового трубопровода один из основных критериев качества — точное время и температура пайки, первый параметр задается табличными данными в инструкции на сварочный прибор. Оптимальная температура при сварке полипропиленовых труб принимается равной 260 °С, с учетом этих температурных параметров по таблицам определяют, сколько секунд необходимо удерживать детали в нагревательных муфтах, а также минимальное время их остывания после стыковки.