Начиная с середины 90-х годов строительная отрасль, для прокладки газовых трубопроводных систем, получила новый вид труб из современного материала — полиэтилена. В начале своего появления Газовые полиэтиленовые трубы были восприняты проектировщиками и строителями с определенной опаской и недоверием, что во многом было связано с недостаточным знанием свойств полиэтилена и методом работы с ним.
В наше время газовые полиэтиленовые трубы применяются очень широко для прокладки напорных газопроводных систем. Связано это с высокими эксплуатационными характеристиками труб из полиэтилена, его свойств и особенностей. По сравнению с металлическими трубами, полиэтиленовые позволяют заказчику в различных условиях реализовать наиболее рентабельные решения.
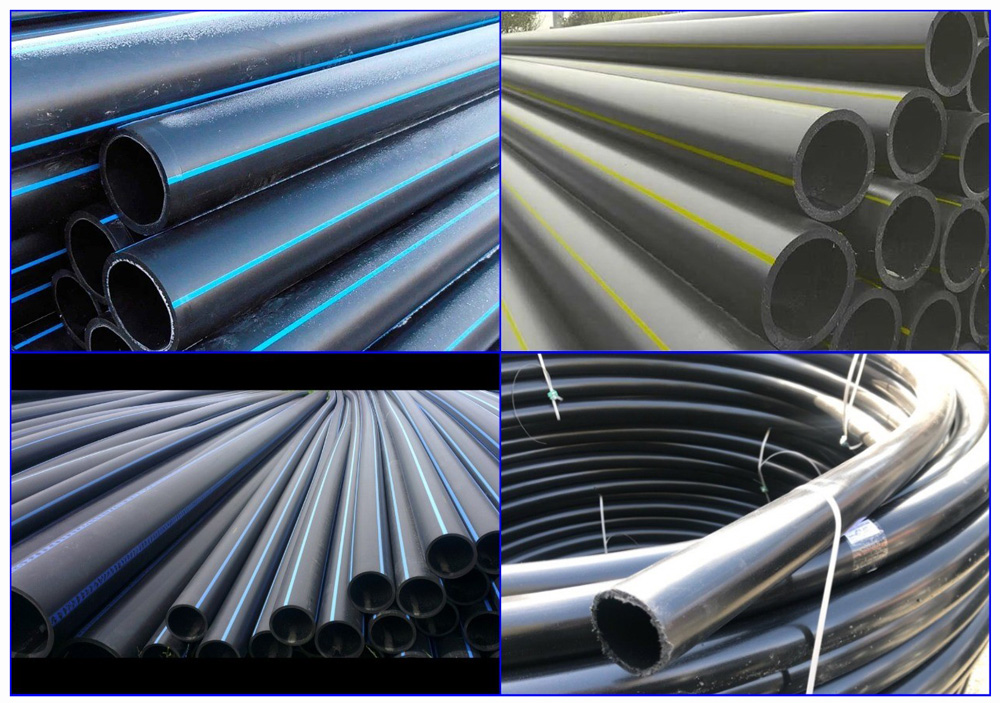
 Газовые полиэтиленовые трубы
Газовые полиэтиленовые трубы
Особенности газовых полиэтиленовых труб:
1. Устойчивость к коррозии. Газовые полиэтиленовые трубы устойчивы к коррозии, химическому воздействию коррозионно-активных грунтов, большинству встречающихся в быту химикатов. Они не ржавеют, не разъедаются.
2. Простота в эксплуатации. Газовые полиэтиленовые трубы напорного легче большинства других материалов, поэтому отпадает необходимость в тяжелом погрузно-разгрузочном оборудовании. Эти трубы резать и монтировать намного проще, чем металлические. А ведь в наше время снижение трудовых затрат чрезвычайно важно для сокращения стоимости всей системы трубопровода.
3. Гибкость и прочность. Газовые полиэтиленовые трубы обладают высокой гибкостью, что весьма существенно при прокладке под землей. Такая труба может огибать естественные контуры препятствий, что сокращает число фитингов, требуемых в большинстве случаев. Полиэтилен также, благодаря своей гибкости, прекрасно работает в жестких климатических условиях.
4. Долговечность. Газовые полиэтиленовые трубы имеют долгий срок службы, что очень важно при строительстве трубопроводов. Большинство газопроводов из полиэтилена работают уже в течении четверти века и до сих пор хорошо функционируют. В большинстве таких случаев не наблюдается никаких признаков потери работоспособности трубопроводов.
5. Низкая стоимость обслуживания. Стоимость обслуживания газовых полиэтиленовых труб понижается благодаря простоте эксплуатации и ремонта, что делает из привлекательными с экономической точки зрения.
Изготавливаются полиэтиленовые газовые трубы путем экструзии на трубных экструзионных линиях, путем постепенного выдавливания полиэтилена из фильеры экструдера. Непрерывная трубчатая заготовка протягивается через калибратор, где труба с помощью матрицы и дорна калибруется по внутреннему и наружному диаметру. Для закрепления формы, сразу же после продавливания , Газовые полиэтиленовые трубы помещаются в резервуар с водой для охлаждения. За Технологический процесс производства полиэтиленовых труб осуществляется автоматической системой, которая в случае необходимости перенастраивает себя под приемлемый режим работы, для обеспечения высшего качества.
Производство газовых полиэтиленовых труб
Нормативным документом для производства и прокладки газовых полиэтиленовых труб выступает ГОСТ Р 50838-2009 «Трубы из полиэтилена для газопроводов».
Читайте также: Каким должно быть минимальное расстояние от розетки до газовой трубы
ГОСТ Р 50838-2009 «Трубы из полиэтилена для газопроводов»
Материалом для труб выступает полиэтилен низкого давления высокой плотности, сокращенно ПНД марок ПЭ80 и ПЭ 100 с добавлением черного красителя, для обеспечения защиты от ультрафиолета. Отличительной чертой газовых труб от всех остальных труб, это наличие продольных желтых полос на поверхности трубы. Это нормируется ГОСТом и соответствует международной классификации трубопроводов из полимерных материалов.
 Производство газовых полиэтиленовых труб
Производство газовых полиэтиленовых труб
Отличие марок полиэтилена ПЭ 80 и ПЭ 100 заключается в молекулярной связи. Марка ПЭ 100 имеет более плотную структуру и поэтому при меньшей толщине стенки возможно транспортировать тоже давление газа, как у ПЭ 80 с более толстой стенкой. Из этого следует, что полиэтилен марки ПЭ 100 является более выгодным в использовании, так как трубы, сделанные из ПЭ100, имеют меньший вес, чем ПЭ 80. Вообще, полиэтилен ПЭ 80 считается «азиатской» маркой и применяется на территории России, Китая, Турции, Кореи и т.д. Марка полиэтилена ПЭ 100, считается Европейской и Американской маркой. Поэтому все фитинги иностранного производства идут под маркой ПЭ 100. и подходят оник труба марок как ПЭ100, так и ПЭ80.
Но в настоящее время Российские производители полиэтиленовых труб все чаще переходят на выпуск труб марки ПЭ 100. Тем более, что большинство из них работают на иностранном сырье, а оно имеет марку ПЭ 100. Если заказчику нужны трубы марки ПЭ80, то они просто изготавливают из из сырья марки ПЭ 100, а на трубах ставят маркировку ПЭ80. Заказчик получает нужную трубу с повышенным запасом прочности.
Газовые полиэтиленовые трубы выпускаются диаметром от 32 до 630 мм. И различаются между собой по толщине стенки и максимально возможному рабочему давлению транспортируемого газа. Соотношение диаметра трубы к толщине стенки обозначается показателем SDR. Чем ниже данный показатель, тем больше толщина стенки и тем выше допустимое рабочее давление.
Соединение газовых полиэтиленовых труб
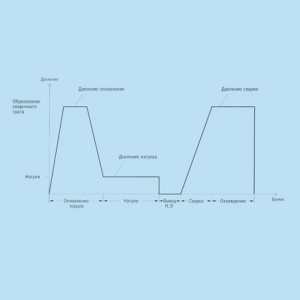
Газовые полиэтиленовые трубы соединяются путем сварки. Имеются два вида сварки газовых труб, один вид — это стыковая сварка, при которой привариваются торцы труб, второй вид — это с помощью электродиффузионной сварки с использованием специальных электросварных фитингов.
В первом случае, при стыковой сварке, используются специальные гидравлические стыковые сварочные аппараты с полуавтоматическим или полностью автоматическим управлением и имеющие специальный блок протоколирования. Стыковой сваркой допускается соединение только самих труб между собой, соединение с фасонными частями, тройниками, отводами и т.д., возможно производить только электродиффузионной сваркой и электросварными фитингами.
Второй способ сварки, электродиффузионный, производится при помощи специальных электросварных фитингов. У электросварных фитингов на внутренней части, прилегающей к поверхности трубы, находится нагревательная спираль. На эту спираль при помощи сварочного аппарата подается ток, ток разогревает соприкасающуюся со спиралью полиэтилен трубы и фитинга до пластичного состояния, который, в свою очередь, после смешивания и застывания, образует единый узел.
Читайте также: Водоснабжение, подключение к централизованной системе
Все трубы, фитинги и сварочное оборудование, участвующие в сварочном процессе, должны быть сертифицированы и иметь допуск к использованию с газом. Персонал, производящий работы по сварке газопроводов, должен быть обучен и иметь соответствующую аттестацию и допуск к работам. Сварочные аппараты, производящие сварку труб и фитингов, должны иметь блок протоколирования и на каждый сварочный стык должен быть создан протокол работ, который, в последующем, должен быть распечатан и приложен к документации на сдаваемый объект. В протоколе указывается дата сварки, данные оператора, производящего сварку, а также параметры сварочного процесса. В случае возникновения аварии в процессе эксплуатации трубопровода, благодаря протоколам, можно будет расследовать причины, приведшие к аварии.
По Российскому стандарту Газовые полиэтиленовые трубы могут прокладываться только под землей. Поэтому любые выходы газовых труб на поверхность, например при устройстве ввода газа в здание, производится при помощи перехода на стальную трубу. И уже по поверхности земли или стене дома прокладываются стальные трубы.
Диаметры газовых полиэтиленовых труб
В таблицах ниже показаны диаметры всех выпускаемых в России газовых полиэтиленовых труб соответствующих ГОСТ Р 50838-2009 и их толщина стенки, различающиеся по показателям SDR.
 Диаметры газовых полиэтиленовых труб
Диаметры газовых полиэтиленовых труб
В таблице ниже указаны диаметры газовых полиэтиленовых труб применяемых для сооружения подземных газопроводов, транспортирующих горючие газы, предназначенные в качестве сырья и топлива для промышленного и коммунально-бытового использования.
| Номинальный наружный диаметр d, мм | SDR17.6 | SDR17 | SDR13.6 | SDR11 | SDR9 |
| Номинальная толщина стенки е, мм | |||||
| 20 | — | — | — | 2,3 | 3,0 |
| 25 | — | — | — | 2,3 | 3,0 |
| 32 | — | — | 2,4 | 3,0 | 3,6 |
| 40 | 2,3 | 2,4 | 3,0 | 3,7 | 4,5 |
| 50 | 2,9 | 3,0 | 3,7 | 4,6 | 5,6 |
| 63 | 3,6 | 3,8 | 4,7 | 5,8 | 7,1 |
| 75 | 4,3 | 4,5 | 5,6 | 6,8 | 8,4 |
| 90 | 5,1 | 5,4 | 6,7 | 8,2 | 10,1 |
| 110 | 6,3 | 6,6 | 8,1 | 10,0 | 12,3 |
| 125 | 7,1 | 7,4 | 9,2 | 11,4 | 14,0 |
| 140 | 8,0 | 8,3 | 10,3 | 12,7 | 15,7 |
| 160 | 9,1 | 9,5 | 11,8 | 14,6 | 17,9 |
| 180 | 10,3 | 10,7 | 13,3 | 16,4 | 20,1 |
| 200 | 11,4 | 11,9 | 14,7 | 18,2 | 22,4 |
| 225 | 12,8 | 13,4 | 16,6 | 20,5 | 25,2 |
| 250 | 14,2 | 14,8 | 18,4 | 22,7 | 27,9 |
| 280 | 15,9 | 16,6 | 20,6 | 25,4 | 31,3 |
| 315 | 17,9 | 18,7 | 23,2 | 28,6 | 35,2 |
| 355 | 20,1 | 20,9 | 26,1 | 32,2 | 39,7 |
| 400 | 22,7 | 23,5 | 29,4 | 36,3 | 44,7 |
| 450 | 25,6 | 26,5 | 33,1 | 40,9 | 50,0 |
| 500 | 28,4 | 29,4 | 36,8 | 45,4 | 55,6 |