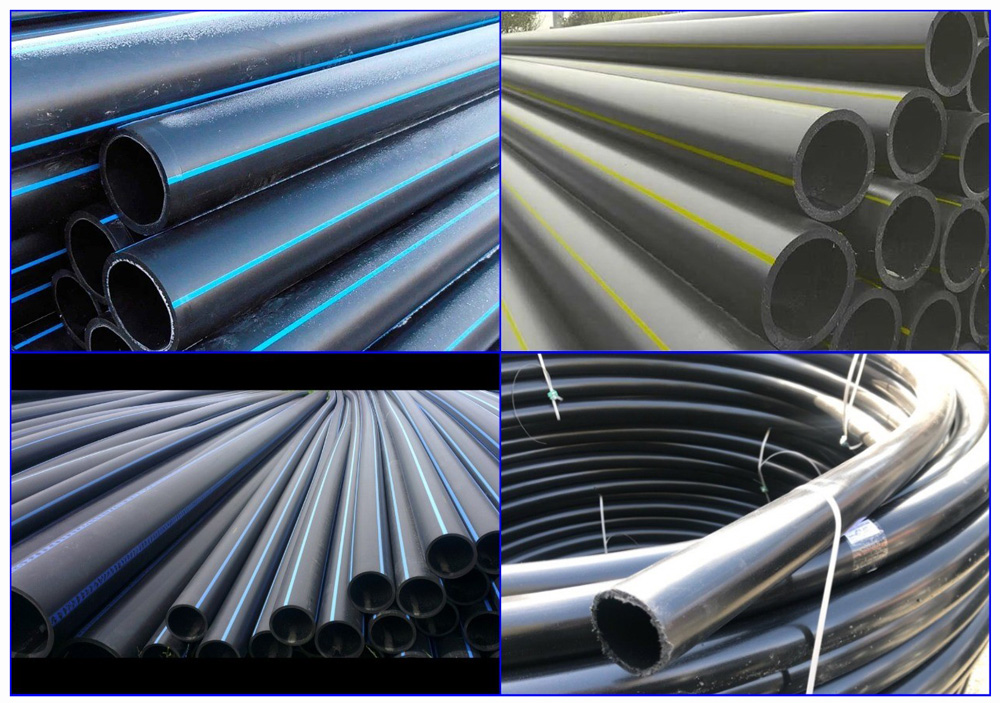
Стыковая сварка полиэтиленовых труб относится к неразъемным способам соединения и производится путем нагрева при помощи специального сварочного оборудования торцов свариваемых частей, трубы и (или) фитинга до вязкотекучего состояния полиэтилена, и последующего их соединения под давлением.
Встык можно варить только трубы и фитинги одинакового диаметра и SDR, изготовленные из одной марки полиэтилена. Рекомендуемая толщина трубы при сварке должна быть не менее 4,5 см. Стыковую сварку разрешено проводить при температуре воздуха от -15ºС до +45ºС. Для таких работ подойдет сварочный аппарат Протва в Ingplast.ru.
Сварка в стык — достаточно сложный технологический процесс, требующий высокой квалификации персонала и высококачественного оборудования. В месте с тем, данный способ обладает рядом несомненных преимуществ:
Способ стыковой сварки
Сварка встык — это способ, используемый для соединения труб и фитингов одного диаметра и толщины. В этом процессе свариваемые поверхности труб выравниваются таким образом, чтобы достигался идеальный контакт, затем нагреваются до температуры плавления. После этого расплавленные поверхности труб соединяются под давлением. Сварочное давление, температура и длительность регулируются таким образам, чтобы сохранить физические и химические свойства исходного материала.

Сварочный цикл можно разделить на следующие этапы:

Перед началом сварки зоны соединения труб выравниваются с помощью электроторцевателя — инструмента для механической обработки торцов свариваемых труб. Инструмент выравнивает торцы труб под прямым углом относительно оси и удаляет все сколы и неровности сечения. Торцевание должно производиться до тех пор, пока стружка, образуемая в результате торцевания, начнет выходить непрерывной, ровной лентой.
Максимальные допуски по зазорам между свариваемыми поверхностями после торцевания указаны в таблице:
| Наружный диаметр трубы, D мм | Ширина зазора, мм |
| ≤ 355 | 0,5 |
| 400 ÷ 630 | 1,0 |
| 600 ÷ 800 | 1,3 |
| 800 ÷ 1000 | 1,5 |
| > 1000 | 2,0 |
Читайте также: Чем сделать отверстие в плитке под трубу: технология, инструмент и комплектующие
Далее свариваемые поверхности нагреваются до температуры плавления с помощью специального нагревательного элемента.
Оплавление торцов
Во время цикла «Оплавление» происходит образование первичного грата.

Нагрев трубы
Во время цикла «Нагрев» тепло распространяется вглубь материала. Давление на свариваемые части при этом близко к нулю (оно только обеспечивает контакт между торцами труб и нагревателем).

Затем нагревательный элемент удаляется из области сварки. Нагревательный элемент необходимо удалять так, чтобы не загрязнить и не повредить нагретые для сварки поверхности трубы. Контактные поверхности нужно быстро соединить, не допуская других соприкосновений. Время перехода должно быть настолько кратким, насколько это возможно, иначе нагретые поверхности застынут, что негативно повлияет на качество сварки.
Вывод нагревательного элемента

Цикл сварка
Во время цикла «сварка» образуется окончательный грат и молекулярные связи, обеспечивающие однородность соединения. Свариваемые части трубы соединяются под давлением равным давлению цикла «Оплавление торцов»

Охлаждение стыка
Во время заключительного цикла «Охлаждение» происходит осадка стыка и стык приобретает максимальную прочность.

После соединения должен появиться симметричный буртик. Одинаковый размер правого и левого буртика показывает правильность сварки. Различный размер буртиков показывает различные характеристики вязкости соединяемых материалов, то есть процедура сварки произведена неверно.
Расчет параметров сварки встык
Для расчета параметров сварки необходимо обладать следующими данными:
е — толщина трубы;
Dn — номинальный (наружный) диаметр трубы;
Di — внутренний диаметр (Dn — 2е);
S — площадь сварки в мм², которую можно рассчитать по формуле:
Sc — площадь цилиндра машины в мм².
Также необходимо знать марку полиэтилена. Этот параметр необходим для правильного определения времени протекания циклов сварки.
Поскольку в расчетах задействован такой параметр, как площадь цилиндра машины для сварки ПЭ труб (Sc), рекомендуем использовать готовые таблицы с параметрами сварки для каждого вида и типоразмера труб. Эти таблицы обычно приводятся в инструкциях по эксплуатации машин для сварки ПЭ труб.
Приведенные ниже формулы для расчета давления циклов: «Оплавление стыка» и «Сварка» носят справочный характер.
Читайте также: Какие кольца для канализации используют в индивидуальном строительстве
где:
значение 0,15 для Р1 и Р5 является постоянной величиной, соответствующей 0,15 N/mm²;
значение 0,02 для Р2 является постоянной величиной, соответствующей 0,02 N/mm².
Температура нагревательного элемента во время циклов «Оплавление стыка» — «Нагрев» должна находится в пределах от 200 ºС до 220 °С.
Время сварки также рассчитывается индивидуально для каждого типоразмера труб, в зависимости от диаметра трубы и толщины стенки.
В качестве справочной информации временные параметры сварки приведены в таблице.
Рекомендуемые временные параметры при сварке ПЭ труб и фитингов встык при внешней температуре окружающей среды 20 °С и умеренном воздушном потоке
| Номинальная толщина стенки, мм | Оплавление стыка, мм | Нагрев, сек | Вывод нагревательного элемента, сек (max время) | Осадка, время процесса сварки, сек | Охлаждение стыка под давлением Р = 0,15 ± 0,01 N/mm2 сек (min время) |
| Оплавление стыка до образования грата Р = 0,15 N/mm2 | Время нагрева, рассчитывается как толщ, стенки х 10. Р = 0,02 N/mm2 | ||||
| 4,5 | 0,5 | 45 | 5 | 5 | 6 |
| 4,5 … 7 | 1,0 | 45 … 70 | 5 … 6 | 5 … 6 | 6 … 10 |
| 7 … 12 | 1,5 | 70 … 120 | 6 … 8 | 6 … 8 | 10 … 16 |
| 12 … 19 | 2,0 . | 120 … 190 | 8 … 10 | 8 .. 11 | 16 … 24 |
| 19 … 26 | 2,5 | 190 … 260 | 10 … 12 | 11 … 14 | 24 … 32 |
| 26 … 37 | 3,0 | 260 … 370 | 12 … 16 | 14 … 19 | 32 … 45 |
| 37 … 50 | 3,5 | 370 … 500 | 16 … 20 | 19 … 25 | 45 … 60 |
| 50 … 70 | 4,0 | 500 … 700 | 20 … 25 | 25 … 35 | 60 … 80 |
Важно!
Не каждый стыковой сварочный аппарат может варить газовые трубы. Это зависит от нескольких факторов:
Во-первых, аппарат должен быть гидравлическим, так как от силы сжатия зависит прочность стыка и величина максимально допустимого давления транспортируемой жидкости. Ручные механические аппараты годятся для сварки только водопроводных труб, тем более, чем выше диаметр труб у механических аппаратов, тем меньшее показатель сжатия на стык и тем меньше максимальное давление потоков транспортируемой жидкости.
Во-вторых, сварочный аппарат должен иметь блок протоколирования всего сварочного процесса.