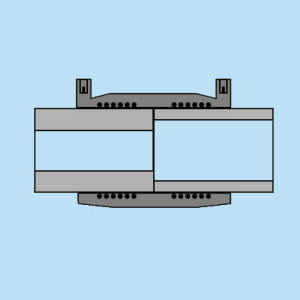
Седелка электросварная представляет из себя деталь полиэтиленового трубопровода применяемая для врезки в основную трубу второстепенного отвода. Чтобы не резать трубу и не тратиться на переходные тройники, которые стоят значительно дороже, используют седелки. Особенно они часто используются для врезки уже существующий трубопровод.
Седелка электросварная, как и другие электросварные фитинги, на внутренней части, прилегающей к трубе, имеет нагревательную спираль для производства электродиффузионной сварки. При помощи сварочного аппарата на спираль пускается электрический ток определенной мощности, производится разогрев спирали до температуры плавления соприкасающихся полиэтиленовых частей, и после смешивания и застывания полиэтилена, происходит соединение трубы и седелки.
Седелки электросварные различаются между собой по конструкции, но принцип монтажа остается один. Они бывают выполнены в виде патрубка накладки, в виде седлового отвода с фрезой для врезки под давлением и вентиля для врезки с возможностью управления потоком во время эксплуатации трубопровода.
 Седелка электросварная для врезки под давлением
Седелка электросварная для врезки под давлением  Вентиль для врезки с возможность управления потоком
Вентиль для врезки с возможность управления потоком  Накладной уход
Накладной уход
Материалом для производства электросварных седелок выступает полиэтилен марки ПЭ100 SDR11. Это означает, что седелки могут работать при максимальном давлении до 16 атмосфер (вода) и 10 атмосфер (для газовых труб). Материал очень стоек к коррозии и поэтому срок эксплуатации седелок является очень высоким от 20 до 40 лет. При устройстве врезки в трубопровод, готовый узел может быть просто засыпан грунтом и не предполагает обслуживания в течении всего срока эксплуатации.
Седелка электросварная имеет отводы с очень широким спектром размеров, что позволяет использовать подобрать седелку нужного диаметра. Труба к отводу присоединяется при помощи электродиффузионной сварки. И может производиться в стесненных условиях, коллекторах, траншеях.
Читайте также: Клеевые трубы ПВХ — сфера применения, монтаж, производители и стоимость
Седелка электросварная — Монтаж
При сварке с трубами седловых отводов сначала рекомендуется приварить отвод к магистральной трубе трубопровода, а затем к его патрубку подгоняется и приваривается отводная труба. В случае обнаружения брака при сварке отвода эта сварка бракуется и рядом на трубе приваривается новый отвод.
Важным элементом для качественной приварки седловых отводов является подготовка поверхности трубы в месте его приварки, путем удаления оксидного слоя по всей площади соединения седла.
Необходимый инструмент
- седловой отвод;
- ответная часть седлового отвода (в зависимости от его конструкции);
- комплект болтов;
- ручной скребок;
- средство для обезжиривания;
- сухая ткань;
- инструмент для затягивания болтов;
- шестигранный ключ;
- маркер;
 Необходимый инструмент для монтажа электросварных седелок
Необходимый инструмент для монтажа электросварных седелок
Последовательность монтажа электросварной седелки:
1. Очистить поверхность от пыли, грязи и масляных пятен с помощью специальных влажных салфеток пропитанных специальным раствором. Если нет салфеток, то можно обезжирить поверхность при помощи чистой тряпки и спирта или растворителя.
Поместите верхнюю часть седлового отвода, на которой имеется спираль, на трубу и обведите ее маркером;
 Разметка места установки седелки электросварной
Разметка места установки седелки электросварной
2. удалить оксидный слой в зоне приварки электросварной седелки путем соскабливания наружной поверхности трубы на глубину не менее о, 1 мм для седелок диаметром до 66 мм и 0, 2 мм диаметром выше 63 мм. Данная операция выполняется при помощи ручного скребка.
 Снятие оксидного слоя
Снятие оксидного слоя
3. Необходимо обезжирить свариваемые поверхности при помощи салфеток пропитанных специальным раствором;
Читайте также: Что такое условный проход трубы — стандарты и единицы измерения Обезжиривание поверхности трубы
Обезжиривание поверхности трубы  Обезжиривание поверхности седелки
Обезжиривание поверхности седелки
4. Установите седелку на трубе, закрепите ее при помощи болтов.
 Установка седелки на трубе
Установка седелки на трубе  Фиксация седелки на трубе
Фиксация седелки на трубе
5. Подключите штекер сварочного аппарата к клеммам электросварной седелки, введите параметры сварки в сварочный аппарат путем проведения считывающим сканером аппарата по штрих-коду, расположенном на поверхности седелки и произведите процесс сварки;
 Приварка электросварной седелки
Приварка электросварной седелки
Для седловых отводов и других изделий аналогичного типа после сварки и охлаждения соединения производят сверловку (фрезерование) стенки трубы для соединения внутренних полостей отвода и магистральной трубы. Перед началом фрезерования рекомендуется выдержать седловой отвод еще в течение 15 — 20 мин. (в дополнение ко времени его охлаждения при сварке).
 Врезка в трубу
Врезка в трубу
Как было уже отмечено, сдавливание контактирующих поверхностей трубы и детали обеспечивается за счет теплового расширения трубы. Поэтому, подготавливая трубы к сварке, важно не только обеспечить качественную зачистку конца трубы для удаления поверхностного окисленного и загрязненного слоя, но и обеспечить минимальный зазор между наружной поверхностью трубы и внутренней поверхностью детали. Иначе, из,за отсутствия сдавливания и необходимого течения расплава, получение качественного сварного соединения будет невозможным.
Неточность подгонки свариваемых поверхностей приводит к появлению зазоров и, как следствие, к снижению прочностных характеристик соединения. На величину зазора влияет характер механической обработки (зачистки) труб, их овальность, изгиб образующей трубы и другие аналогичные факторы. В силу этих причин, точности подгонки свариваемых изделий должно уделяться не меньше внимания,
чем контролю за соблюдением параметров сварки.