Умение паять в современной жизни, насыщенной электроприборами и электроникой, необходимо так же, как умение пользоваться отверткой. Методов пайки металлов существует много, но прежде всего нужно знать, как правильно паять паяльником. Такое, казалось бы, несложное действо имеет массу тонкостей и нюансов — начиная с выбора инструмента и заканчивая мерами безопасности при работе с ним.
Умение паять в современной жизни, насыщенной электроприборами и электроникой, необходимо так же, как умение пользоваться отверткой. Методов пайки металлов существует много, но прежде всего нужно знать, как правильно паять паяльником. Такое, казалось бы, несложное действо имеет массу тонкостей и нюансов — начиная с выбора инструмента и заканчивая мерами безопасности при работе с ним.
Общие вопросы
Используют именно металлы, они имеют свойство растекаться по поверхности, если находятся в расплавленном виде. Этому способствуют силы гравитации и умеренного натяжения. Это свойство позволяет соединять несколько деталей. Они покрываются слоем припоя, фиксируя элементы в определенном положении.
Казалось бы, все элементарно: расплавил металл и покрыл им место крепления частей. На практике наблюдается более сложная ситуация, ведь важно, чтобы деталь была и прочной и проводимой электрическим током. В идеале слой должен быть тонким, но с максимальной укрывистостью.
Условия эффективной пайки
Чтобы лучше справиться с этой операцией, нужно учитывать следующие моменты:
 чистота места спайки. Крайне важный аспект, так как наличие даже незначительного слоя оксидной пленки делает крепление ненадежным. Именно для этих целей выполняется обслуживание;
чистота места спайки. Крайне важный аспект, так как наличие даже незначительного слоя оксидной пленки делает крепление ненадежным. Именно для этих целей выполняется обслуживание;- температура плавления. Припой должен становиться податливым при меньшем количестве градусов по Цельсию, чем соединяемые элементы. Если не учесть этот аспект, можно оказаться в ситуации, когда все придется переделывать, ведь в месте сочленения не сформировалась нормальная кристаллическая решетка.
Подбор расходников
 Умение сделать это правильно — залог успеха. Все не так сложно, ведь встречается немало универсальных вариантов, с помощью которых можно без труда решать большинство актуальных задач при пайке. Вся необходимая информация содержится на этикетках, поэтому перед покупкой какой-нибудь марки внимательно ознакомьтесь с тем, что там написано.
Умение сделать это правильно — залог успеха. Все не так сложно, ведь встречается немало универсальных вариантов, с помощью которых можно без труда решать большинство актуальных задач при пайке. Вся необходимая информация содержится на этикетках, поэтому перед покупкой какой-нибудь марки внимательно ознакомьтесь с тем, что там написано.
Обычно флюсы нужны для протравливания и удаления оксидной пленки. Кроме того, их применение — отличный способ защитить от коррозии. Без них сложно представить полноценную подготовку к пайке, ведь если детали не будут лудиться, то и качественного сочленения не достигнуть. Как правило, данные вещества представляют собой смеси солей, щелочей и кислот.
Можно выделить два типа флюсов:
 активные — создаются на основе хлорной и соляной кислот. Ими можно использовать в самом широком спектре операций. Их главный минус — необходимость удаления сразу после спайки. Если это не сделать, велика вероятность замыкания, так как они обладают высокой проводимостью.
активные — создаются на основе хлорной и соляной кислот. Ими можно использовать в самом широком спектре операций. Их главный минус — необходимость удаления сразу после спайки. Если это не сделать, велика вероятность замыкания, так как они обладают высокой проводимостью.- жидкие — на основе канифоли и спирта или глицерина. Весьма действенны при работе со сталью, но не подходят для цветных металлов. Так же нуждаются в смывании, так как со временем собирают влагу, что повышает проводимость и может стать причиной КЗ.
 Выбор осуществляется на основании конкретных целей, которые необходимо достигнуть. Лучше, чтобы в арсенале присутствовали обе разновидности.
Выбор осуществляется на основании конкретных целей, которые необходимо достигнуть. Лучше, чтобы в арсенале присутствовали обе разновидности.
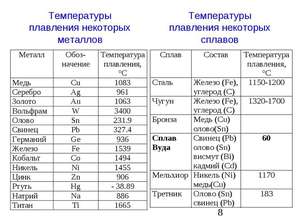
Фиксация осуществляется с помощью припоев. Как правило, в ход идут свинцово-оловянные марки (ПОС). После маркировки обязательно присутствует цифра, которая свидетельствует о концентрации олова. Чем внушительнее этот показатель, тем выше устойчивость к механическим воздействиям и электропроводность. Температура плавления при этом ниже. Свинец в соединении нужен для застывания. Без него олово не сможет сохранить однородность.
В продаже присутствуют особые разновидности припоев, в которых отсутствует свинец (БП). Он заменен индием или цинком. Большой плюс таких соединений — отсутствие токсичности. Температура плавления выше, но и прочность гораздо серьезнее.
Можно отыскать легкоплавкие марки. Это припои Вуда и Розе. Они растекаются при температуре 90−110 градусов. Применяются такие соединения при создании и ремонте аппаратуры.
Разновидности паяльников
Разнообразие видов работ и условий, в которых они производятся, породило возникновение нескольких типов паяльного оборудования.
 Сетевые. Питаются от розеток. Самый распространенный вариант, который знаком каждому, кто имеет хотя бы отдаленное представление. Как правило, применяются при работе с проводами и массивными деталями. Отличаются высокой мощностью, что позволяет качественно прогревать скрепляемые элементы. Имеются и минусы: низкая эргономика. Инструменты этого типа тяжелы, обладают низкой автономностью. Жало расположено далеко от рукояти, поэтому для пайки мелких деталей такие приспособления не годятся.
Сетевые. Питаются от розеток. Самый распространенный вариант, который знаком каждому, кто имеет хотя бы отдаленное представление. Как правило, применяются при работе с проводами и массивными деталями. Отличаются высокой мощностью, что позволяет качественно прогревать скрепляемые элементы. Имеются и минусы: низкая эргономика. Инструменты этого типа тяжелы, обладают низкой автономностью. Жало расположено далеко от рукояти, поэтому для пайки мелких деталей такие приспособления не годятся.- Паяльные станции. Для поддержания температуры используется термоконтроль. Именно они активно используются при работе с мелкими схемами. Не отличаются высокой мощностью (до 40Вт), но для их сферы применения это и не нужно.
Выбор жала паяльника
 Эта часть конструкции различна по форме и материалу, из которого произведена. Самым примитивным вариантом является шилообразное жало. Вариаций существует много: лопатка, конус, скос и т. д. Выбирая форму, нужно иметь представление о работе, которая будет выполняться этим жалом. Важно приобрести то, что будет обеспечивать максимальную площадь соприкосновения с поверхностью.
Эта часть конструкции различна по форме и материалу, из которого произведена. Самым примитивным вариантом является шилообразное жало. Вариаций существует много: лопатка, конус, скос и т. д. Выбирая форму, нужно иметь представление о работе, которая будет выполняться этим жалом. Важно приобрести то, что будет обеспечивать максимальную площадь соприкосновения с поверхностью.
Как правило, в качестве материала используется медь, в которую добавляются различные примеси (например, хром или никель). Это позволяет улучшить эксплуатационные свойства. В частности, значительно увеличивается долговечность.
Жало без покрытия быстро приходит в негодность. Его приходится периодически чистить и лудить. Чтобы нивелировать этот изъян, рекомендуется отковать этот элемент и обточить с целью придания той или иной формы.
Рекомендации по использованию паяльника
В различных ситуациях этот инструмент может применяться с рядом особенностей, на которые стоит обратить внимание. От этого зависит не только конечное качество, но и степень осуществимости операции в целом.
Пайка проводки
 Концы окунаются во флюс и после этого по ним проводим жалом, смоченным этим же раствором. Тут важно стряхивать излишки с проводов. Не пренебрегайте этим, если хотите добиться качественного соединения и безупречного функционирования.
Концы окунаются во флюс и после этого по ним проводим жалом, смоченным этим же раствором. Тут важно стряхивать излишки с проводов. Не пренебрегайте этим, если хотите добиться качественного соединения и безупречного функционирования.
Когда предварительная стадия закончена, скручиваем провода и прогреваем их с небольшим количеством припоя. Все свободное пространство должно быть заполнено расплавленной смесью.
Если подразумеваются многопроволочные жилы, можно обойтись без лужения. Концы просто смачиваются и фиксируются без предварительной обработки жалом. Внутри распределительных щитов эта операция не производится, так как высок риск корродирования. Кроме того, подобные конструкции не относятся к категории разъемных.
Ремонт электроники
 Правильный подход достижим только опытным путем. Если никогда не выполняли подобную работу, воспользуйтесь помощью специалиста, который подскажет, как работать паяльником в этом случае, ведь важно, чтобы кто-то контролировал и вовремя вносил правки в процесс. Но если речь идет о типовой печатной микросхеме, справится даже тот, кто впервые взял в руки инструмент.
Правильный подход достижим только опытным путем. Если никогда не выполняли подобную работу, воспользуйтесь помощью специалиста, который подскажет, как работать паяльником в этом случае, ведь важно, чтобы кто-то контролировал и вовремя вносил правки в процесс. Но если речь идет о типовой печатной микросхеме, справится даже тот, кто впервые взял в руки инструмент.
Легче всего паять мелкие выводные элементы. Предварительно фиксируем их с помощью какого-нибудь вязкого вещества в отверстиях. Плотно прижимаем жало с обратной стороны для прогрева. Затем вводим в место спайки припой (его не должно быть слишком много).
Если выводной элемент болтается, сначала смачиваем его флюсом. При такой технике небольшая капля олова с паяльника переносится на ножку. Вещество стекает, заполняя собой отверстие.
Крупногабаритные детали
 Кабельные муфты, баки и посуда отличаются высокой теплоемкостью, поэтому процесс обслуживания и соединения выглядит несколько иначе.
Кабельные муфты, баки и посуда отличаются высокой теплоемкостью, поэтому процесс обслуживания и соединения выглядит несколько иначе.
Сначала добиваемся полной неподвижности. Это делается с помощью струбцин или пластилина (воска). Затем выполняется точечная спайка.
Следующий этап — лужение. Оно выполняется в местах фиксации. Важно подойти к этому процессу со всей тщательностью.
Затем — свободное пространство заполняется припоем. Используются специальные составы, отличающиеся тугоплавкостью и способностью сохранять герметичность на протяжении длительного отрезка времени.
Если предстоит сделать крупный шов, роль паяльника может исполнить медный топорик, подогреваемый на огне. Это все, что нужно для пайки в подобных случаях.
Важные моменты
 Фиксируемые детали должны оставаться в неподвижном состоянии до полного застывания. Если этим пренебречь, припой раздробится на множество кристаллов. Придется все делать заново.
Фиксируемые детали должны оставаться в неподвижном состоянии до полного застывания. Если этим пренебречь, припой раздробится на множество кристаллов. Придется все делать заново.- Чтобы олово постоянно находилось в жидком состоянии, достаточно контакта жала с любой увлажненной точкой.
- Если наблюдается прилипание, это указывает на недостаток мощность. Следует либо увеличить нагрев, либо воспользоваться инструментом с более внушительными показателями.
- Крупные детали нужно постоянно поддерживать в нагретом состоянии. Для этого часто используют газовую горелку.
- Когда подразумевается работа с чувствительными к нагреву деталями, смешивайте обычный припой с легкоплавким.
- Пользоваться нужно только исправным оборудованием. Только такой подход позволит обеспечить безопасность.
Работа с паяльником не так проста, как это может показаться. Развитие этого умения существенно расширит спектр операций и техник, которые вы сможете использовать.