Человек, который имеет определенные знания и опыт в области электроники, вполне способен справиться с такой задачей, как изготовление сварочного полуавтомата своими руками или его ремонт. Достаточно подготовить определенный набор элементов и приспособлений. Если сравнивать инверторные полуавтоматы с аналогичным сварочным оборудованием, то первые выделяются, прежде всего, более легким весом, благодаря чему особых сложностей в работе с ними не возникает. Вдобавок к этому не приходится прибегать к специальным приспособлениям, чтобы переместить их на другое место.
Человек, который имеет определенные знания и опыт в области электроники, вполне способен справиться с такой задачей, как изготовление сварочного полуавтомата своими руками или его ремонт. Достаточно подготовить определенный набор элементов и приспособлений. Если сравнивать инверторные полуавтоматы с аналогичным сварочным оборудованием, то первые выделяются, прежде всего, более легким весом, благодаря чему особых сложностей в работе с ними не возникает. Вдобавок к этому не приходится прибегать к специальным приспособлениям, чтобы переместить их на другое место.
Устройство самодельного сварочного полуавтомата
 Если коротко описать схему работы инверторного аппарата, то суть ее заключается в следующем: после поступления на выпрямитель тока возникает пульсирующее напряжение, за счет которого обеспечивается сглаживания фильтра, в результате создается на выходе ток постоянной величины. Транзисторы позволяют создавать из постоянного переменный ток, обладающий показателем частоты от 20 Гц и выше.
Если коротко описать схему работы инверторного аппарата, то суть ее заключается в следующем: после поступления на выпрямитель тока возникает пульсирующее напряжение, за счет которого обеспечивается сглаживания фильтра, в результате создается на выходе ток постоянной величины. Транзисторы позволяют создавать из постоянного переменный ток, обладающий показателем частоты от 20 Гц и выше.
Ввиду падения напряжения его назначение может находиться в диапазоне 70-90 В, при этом демонстрируемая током сила может доходить до отметки 200 А.
Подобные особенности позволяют самодельному сварочному полуавтомату демонстрировать аналогичные качества, что и большая часть подобного оборудования.
Однако в ремонте этих устройств могут возникнуть определенные сложности, учитывая наличие в системе сложных электросхем.
Помня о том, что инвертор работает за счет изменения переменного тока вместо использования частотного преобразователя ЭДС, это обеспечивает прибору небольшие габариты и легкий вес.
Однако для ремонта такого оборудования владелец должен иметь определенные знания в электротехнике.
Устройство полуавтомата
Согласно схеме, масса обычного электросварочного оборудования, которое обеспечивает ток 160 А, составляет не более 19 кг. На фоне него инвертор, обладающий аналогичными техническими характеристиками, весит в 2 раза меньше, а демонстрируемая им сила тока может доходить до 250 А.
При этом каждый из названных приборов для сварки может быть изготовлен своими руками. По схеме в оснащении сварочного инверторного полуавтомата представлен не только источник питания, но и ряд иных обязательных элементов:
- горелка;
- устройство, обеспечивающее подачу проволоки;
- гибкий шланг, по которому поступает проволока и газ под давлением.
Особенности изготовления сварочного полуавтомата
Изготовление инверторного типа полуавтомата представляется довольно трудной в реализации задачей, поскольку от владельца потребуется самостоятельно создать устройство подачи проволоки.
Материалы
 Если владелец полон решимости добиться своего, то ему помимо схемы необходимо подготовить инструменты и материалы, полный список которых включает следующие:
Если владелец полон решимости добиться своего, то ему помимо схемы необходимо подготовить инструменты и материалы, полный список которых включает следующие:
- трансформатор, обеспечивающий ток от 150 А;
- механизм, обеспечивающий подачу проволоки;
- гибкий рукав, посредством которого подается газ;
- бобина с проволокой;
- устройство управления.
Механизм подачи является очень важным компонентом сварочного оборудования, поскольку именно благодаря ему будет обеспечиваться подача проволоки в зону сварки при помощи рукава.
Особого внимания заслуживает скорость подачи проволоки для сварки, которая должна поступать в том же темпе, что и процесс плавления расходника. Именно скорость подачи проволоки во многом влияет на то, насколько качественно будет создан шов. По этой причине желательно включить в систему для сварки такой прибор, как регулятор скорости. Благодаря ему будет возможность выполнять сварку из любой проволоки вне зависимости от материала изготовления и диаметра.
Чаще всего для создания сварного шва применяют проволоку диаметром от 0,8 до 1,6 мм. Она должна быть размещена на бобине, после чего уже производится заправка инвертора для сварки. Желательно сделать так, чтобы электродная проволока поступала к горелке в автоматическом режиме. Благодаря этому можно ускорить процесс сварки.
Прибор, который контролирует работу инверторного полуавтомата, оснащен регулятором для стабилизации тока. Для обеспечения нужной величины тока в системе предусмотрена электрическая микросхема, представленная микроконтроллером, функционирующим в режиме широтно-импульсного модулятора. Важным параметром является коэффициент заполнения, который влияет на напряжение, создаваемое на обкладках конденсатора. А тот при этом определяет электрическую силу, демонстрируемую сварочной дугой.
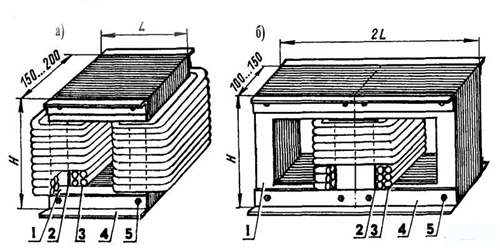
Особенности подготовки трансформатора
 Для получения представления об особенностях подготовки трансформатора для изготовления самодельного сварочного полуавтомата важно учесть следующий момент: по своему исполнению этот прибор не отличается от того, который применяется в микроволновой печи.
Для получения представления об особенностях подготовки трансформатора для изготовления самодельного сварочного полуавтомата важно учесть следующий момент: по своему исполнению этот прибор не отличается от того, который применяется в микроволновой печи.
В конструкции этого устройства присутствуют две бобины, содержащие изолированный медный провод. Они выполняют роль первичной и вторичной обмотки. Именно на это изделие будет возлагаться ключевая роль при создании самодельного инвертора.
Ввиду несовпадения количества витков проволоки первым ток поступает на первичную бобину, а затем за счет эффекта индукции во вторичной бобине наблюдается снижение напряжения, что приводит к увеличению силы тока. Если было принято решение создавать инверторный сварочный полуавтомат на основе трансформатора, который использовался в микроволновой печи, то придется внести в его конструкцию определенные изменения.
Подобная необходимость обусловлена тем, что выдаваемое этим устройством напряжение превышает необходимое значение, при котором будет обеспечена нормальная работа сварочного аппарата. По этой причине основная задача будет заключаться в увеличении силы тока и одновременном уменьшении характеристики напряжения. Следует упомянуть об одном важном моменте: увеличение силы тока может привести к возгоранию электрода и повреждению металлической заготовки, если ток будет слишком слабым, то во время сварочных работ невозможно будет обеспечить шов достаточной надежности.
На этом этапе важно выполнить правильные расчеты, иначе созданный сварочный полуавтомат в скором времени потребует ремонта. Если вернуться к необходимым изменениям в конструкции системы, то здесь подразумевается переделка вторичной обмотки: сперва нужно убрать старую обмотку, аккуратно накрутить на нее новую, в качество которой следует использовать провод с защитой на основе эмали. Все витки необходимо размещать очень плотно, ремонт следует проводить максимально аккуратно, иначе возникнет опасность повредить первичную обмотку.
На таких параметрах, как толщина применяемого провода и количество витков можно не останавливаться, поскольку их выбор будет определяться типом ремонтируемого трансформатора. Однако для расчета оптимальных показателей можно обратиться к онлайн-калькулятору. После создания необходимого количества витков обмотку следует защитить при помощи токоизолирующего вещества.
Выбор корпуса, совмещение катушки и монтаж
Прежде чем приступить к самостоятельной сборке сварочного полуавтомата, следует решить вопрос с подходящим вариантом корпуса. В качестве альтернативы можно рассмотреть короб, имеющий необходимые размеры, из листового металла или пластической массы. Выбранный корпус послужит местом, куда будут установлены трансформаторы, после чего необходимо соединить их первичные и вторичные бобины.
 Подключение первичных обмоток выполняется по параллельной схеме, а вторичных — по последовательной. Изготовленный с подобным корпусом инверторный полуавтомат сможет принимать ток величиной 60 А, обеспечивая при этом выходное напряжение 40 В. Благодаря подобным рабочим характеристикам можно создать комфортные условия для выполнения сварки дома.
Подключение первичных обмоток выполняется по параллельной схеме, а вторичных — по последовательной. Изготовленный с подобным корпусом инверторный полуавтомат сможет принимать ток величиной 60 А, обеспечивая при этом выходное напряжение 40 В. Благодаря подобным рабочим характеристикам можно создать комфортные условия для выполнения сварки дома.- Основная задача системы охлаждения сварочного полуавтомата самодельного заключается в защите от перегрева инвертора в процессе работы. Для решения подобной задачи необходимо придерживаться следующих схем размещения устройств: сперва в корпусе необходимо установить вентиляторы, для которых отводят участки на обеих его сторонах, располагающиеся напротив преобразователей электричества.
- Проблема с вентиляторами решается путем приобретения их в магазине или же заимствования из старого системного блока компьютера. Перед установкой следует удостовериться, что они способны обеспечить поток воздуха на вытяжку.
Для эффективного отвода нагретого и подачи холодного воздуха следует предусмотреть в корпусе созданного полуавтомата своими руками несколько десятков сквозных отверстий. Приобрести сварочные держатели кабеля можно в специализированном магазине. Самодельный сварочный полуавтомат невозможно создать без газового баллона: он может быть приобретен также в магазине или же заимствован от старого огнетушителя. Когда инвестор будет подключен к сети, микроконтроллер сразу же включится в работу и настроит оптимальные характеристики для сварки. При наличии на кабеле напряжения, не 100 В, можно сделать вывод о неисправности прибора. В этом случае потребуется провести диагностику и устранить причину.
Устройство скорости подачи электродной проволоки
 Хотя производители позиционируют сварочные аппараты как сверхнадежные приборы, довольно часто они выходят из строя по причине регулятора подачи проволоки, что вынуждает владельца часто заниматься его ремонтом. Если возникли проблемы в работе этого элемента, то в дальнейшем это может негативным образом сказаться на работе и самого сварочного полуавтомата.
Хотя производители позиционируют сварочные аппараты как сверхнадежные приборы, довольно часто они выходят из строя по причине регулятора подачи проволоки, что вынуждает владельца часто заниматься его ремонтом. Если возникли проблемы в работе этого элемента, то в дальнейшем это может негативным образом сказаться на работе и самого сварочного полуавтомата.
При положительном исходе владельцу потребуется лишь потратить больше времени на сварку и заменить электронную проволоку. Учитывая, что в момент подачи насадки сварочного агрегата проволока фиксируется, для ремонта владелец должен будет извлечь насадку и очистить контактную зону.
Если в работе регулятора управления подачи проволоки возникают неполадки, то это позволяет сделать вывод о неоптимальной скорости поступления сварочной проволоки.
Выход из строя регулятора управления может быть обусловлен и неисправностями в его механической части. Используемая в нем схема предусматривает прижимной ролик, который оснащен регулятором уровня прижима проволоки, а также роликом подачи проволоки. Последний характеризуется наличием двух углублений, из которых выходит сварочная проволока диаметром до 1 мм.
После регулятора располагается соленоид, основная функция которого заключается в контроле подачи газа. Учитывая, что регулятор является довольно массивным элементом, а его крепление к панели аппарата обеспечивают лишь несколько болтов, правильно будет считать, что регулятор подачи не имеет надежной опоры. Эта особенность может привести к перекашиванию конструкции полуавтомата, что также может стать причиной выхода его из строя.
Заключение
Несмотря на то что в продаже предлагается большой выбор различных сварочных агрегатов, каждый владелец может сэкономить средства на его приобретении, если решит изготовить подобное оборудование своими руками. Подобная идея проста в реализации по той причине, что для нее можно применять материалы и инструменты, которые не составит труда найти. При этом не стоит опасаться того, что самодельный сварочный агрегат быстро выйдет из строя. Главное -следовать схеме создания подобного оборудования, и тогда его работа будет проходить с оптимальными рабочими характеристиками, что позволит создавать надежные сварочные соединения.